MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第172 篇文章!
冲压模具技术讲座 第4讲
小孔冲孔凸模・凹模的设计
凸模的设计
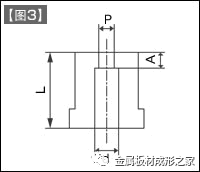
为了进行保护,冲孔凸模如【图1】所示,采用了通过卸料板对凸模前端进行导向(凸模导向)以防止凸模破损的对策。
凸模尺寸中P与B的关系,以B≤10P为设计准绳。
小孔凸模中,随着B尺寸变短,凸模导向亦随之愈加困难。
凸模前端导向长度的设定条件:导向长度 ≥ 凸模直径。
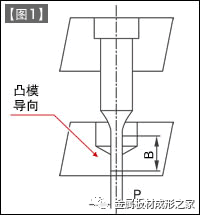
此外,凸模与卸料板孔的单边间隙0.003以上。
其设计原理是参考不发生油膜断裂的最小间隙0.003。当然,对凸模侧面进行抛光加工也是可行的。
凹模的设计
凹模设计的要点是避免冲裁废料积留在凹模孔内。
其要点的问题症结在于,所需的落料力之大,同时相抵触的冲压力之多
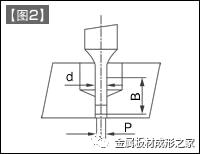
■参阅【图3】
作为对策,应尽可能缩短刃口长度(A)。如果可能的话,应以逐一单片落料为设计理念。
原则上,落料孔(d寸)相对于P寸,应谨防尺寸悬殊。同时,若缩小d寸,凹模长度(L)亦应相应缩短。防堵塞对策。
配合间隙要大于常规间隙,以降低冲压加工力。
在小径孔加工时,若采用常规间隙加工,则会使冲压面拉长。同时亦是冲裁废料留积凹模的原因。