从 2011 年开始,全球开始掀起 3D 打印热潮,当前,3D 打印在航空航天、汽车、医疗健康等领域的市场应用已经 取得积极的进展,我国 3D 打印产业发展至今,呈现出不断
深化、不断扩大应用的态势。未来,随着政策以及技术的支持, 我国 3D 打印产业将会持续增长。前瞻产业研究院独家发布“预 见 2019:《中国
3D 打印产业全景图谱》”,一文带你看清 中国
3D 打印发展现状及趋势。
自 1986 年,美国科学家 Charles Hull 获得 SLA 技术发 明专利,并成立全球首家增材制造公司 3D Systems 开始, 3D 打印产业拉开了帷幕。
表1 3D 打印产业全景
上游
中游
下游
3D 打印材料研发制造层
3D 打印设备研发制造层
应用领域
辅助运行层
基础配套层
3D 打印设备类型
应用场景
三维扫描仪
步进电机
熔融沉积 FDM
原型打印
控制软件
芯片
立体平板印刷 SLA
模具打印
建模软件
控制电路板
选择激光熔化 SLM
直接制造
切片软件
打印喷头
选择激光烧结 SLS
辅助医疗
激光器
电子束熔化成形 EBM
缺损件修复
振镜系统
数字光处理 DLP
辅助设计
打印材料层
选择性热烧结 SHS
个性化定制
钛合金
PVA 聚乙烯 醇
分层实体制造 LOM
生物打印
铝合金
尼龙材料
航空航天
钴铬合金
ABS 塑料
文化创意
不锈钢
PLA 聚乳酸
模具铸造
光敏树脂
生物医疗
生物材料
汽车领域
主要包含材料、研发制造及应用层生产工艺多样化
3D 打印是集材料、3D 打印设备研发以及下游应用的产 业。上游为3D打印材料研发制造层,包括辅助运行(三维扫描仪、控制软件等)、基础配套(步进电机、芯片等) 和打印材料(钛合金、金属粉、尼龙材料等)。中游为3D打印设备研发制造, 下游为应用领域,3D 打印主要应用场景于航空航天、模具铸造、生物医疗、 汽车领域等。
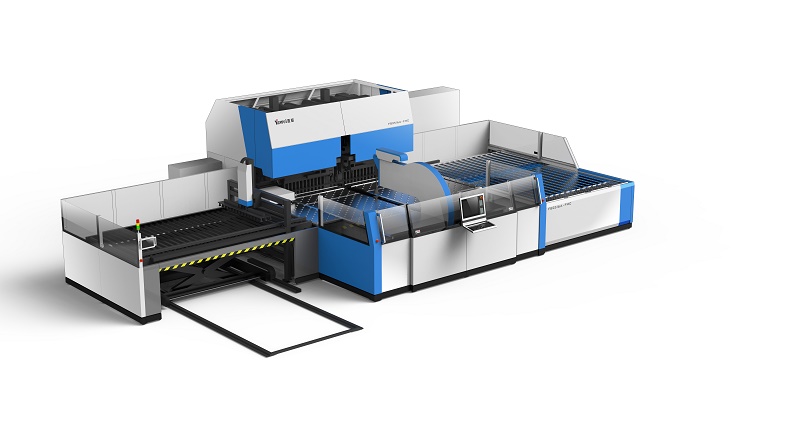
3D 打印设备主要分为桌面级和工 业级两种。桌面级是 3D 打印技术的初 级阶段和入门阶段,能够很直观地阐述 3D 打印技术的工艺原理。工业级的 3D 打印机主要分为快速原型制造和直接产 品制造两种。两者在打印精度、速度、 尺寸等各方面都有不同,其中,打印支 撑和打印实体可分参数打印的设计是区
分工业机和桌面机的最重要标志。
3D 打印存在着许多不同的技术。 它们的不同之处在于以可用的材料的方 式,并以不同层构建创建部件。3D 打 印常用材料有尼龙玻纤、耐用性尼龙材 料、石膏材料、铝材料、钛合金、不锈钢、 镀银、镀金、橡胶类材料。
表2 打印按用途分类
桌面级 VS 工业级
打印精度
打印速度
参数设计
打印尺寸
打印可靠性
自检测功能
应用领域
桌面级 VS 工业
级
只有 FDM、
SLA 两种技术, 最小分辨率基本 在 0.3-0.6mm 之间
多采用 16 位、
32 位芯片,在 SLA 技术上扫描 速度最多为 1m/ s
打印支撑与打印 实体部分参数打 印
体积较少
打印成功率最高 只达到 70%
几乎无自动校正 和检测功能
教育、创客、简 单模型制作等
工业级
采用伺服电机, 有效避免精度失 真
采用 64 位芯 片,SLA 技术 上扫描速度达 7m-15m/s
打印支撑和打印 实体分参数打印
体积较大,适合 规模化生产
打印成功率几乎 能做到 100%
所有机子均有自 动校正和检测功 能
航空、航天、汽 车制造、医疗等
由于我国近年才引入 3D 打印技术,与国外相比差距非常大,目前全球已经 发展至金属 3D 打印、高分子 3D 打印、 陶瓷 3D 打印以及生物 3D 打印技术, 我国则主要在层压、激光灯。不过近年 来我国生物 3D 打印技术不断获得突破, 推进了 3D 打印医疗器械、人工组织器 官的临床转化进程。
市场规模不断扩大 工业级产品 潜力较大
我国 3D 打印从 1988 年发展至今, 呈现出不断深化、不断扩大应用的态势。 2015 ~ 2017 年的 3 年间,中国 3D 打印产业规模实现了翻倍增长,年均增 速超过 25%。2017 年,中国 3D 打印 领域相关企业超过 500 家,产业规模已达 100 亿元,增速略微放缓至 25% 左右,但仍高于全球 4 个百分点。2018 年上半年,中国 3D 打印产业维持 25% 以上增速,2018 年整体规模有望达到 18.3 亿美元。
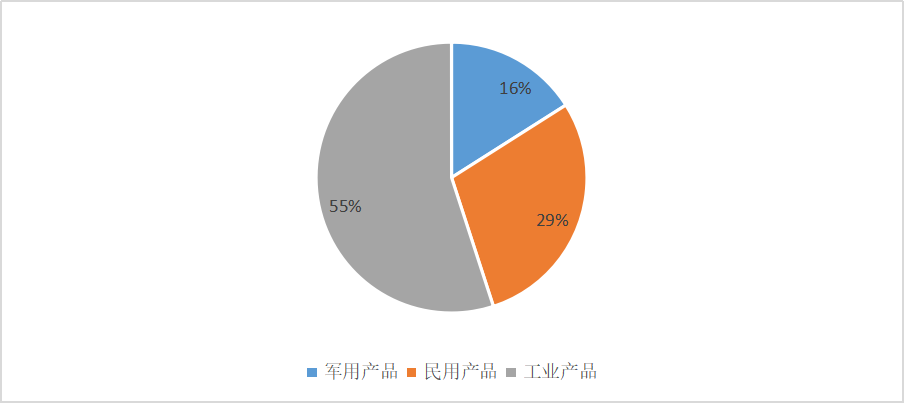
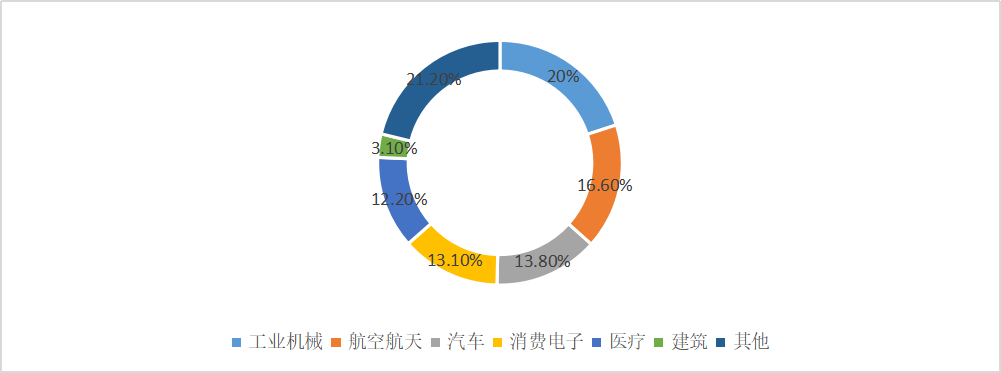
图1 2013 ~ 2018 年中国 3D 打印产业规模及增速(单位:亿美元)图2 3D 打印产业应用行业占比(单位:%)图 3 3D 打印应用领域排名前三
从 3D 打印机类型来看,2017 年, 国内桌面 3D 打印机出货量增长 27%, 其中约 95% 是个人或桌面打印机,工业级 3D 打印机出货量虽只增加了 5%。
但从销售收入来看,工业级
3D 打印机 占总收入的 80%。所以,虽然消费级设 备支撑了出货量,但工业级设备支撑了 整个行业的销售收入,未来工业级 3D 打印设备是行业收入增长的主力军。
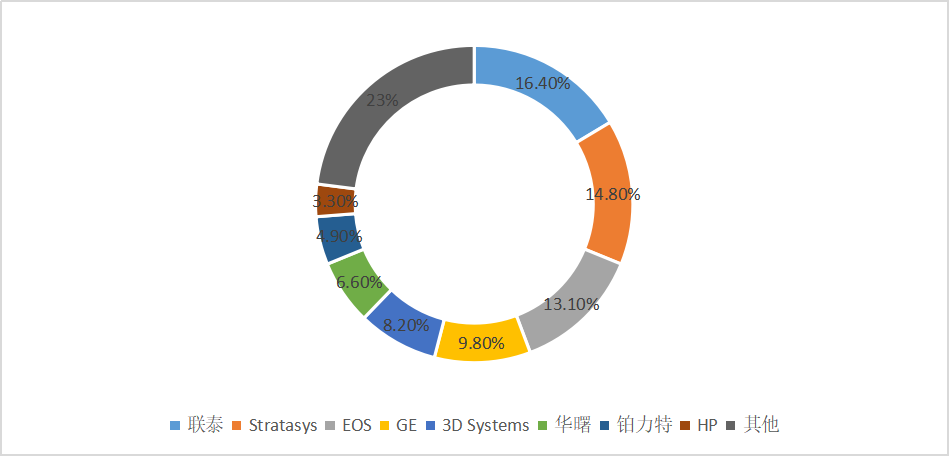
品牌繁杂 国际品牌占较大份额
近几年来,我国 3D 打印市场呈现 出稳中向好的态势。因此,越来越多的 企业想要分这块大蛋糕,纷纷进入该领 域,目前中国所有 3D 打印相关企业中,约有 46.9% 是 2016 年以后进入 3D 打印市场的。当前中国市场的主流设备品 牌包括联泰、EOS、华曙、铂力特、 3D Systems、GE、Stratasys、惠普等,
多为国外品牌。
以环渤海、长三角、珠三角为核 心的空间发展格局已形成
从区域分布来看,我国 3D 打印产 业集聚态势明显,目前已基本形成以环 渤海、长三角、珠三角为核心,以中 西部部分地区为纽带的产业空间发展格局。
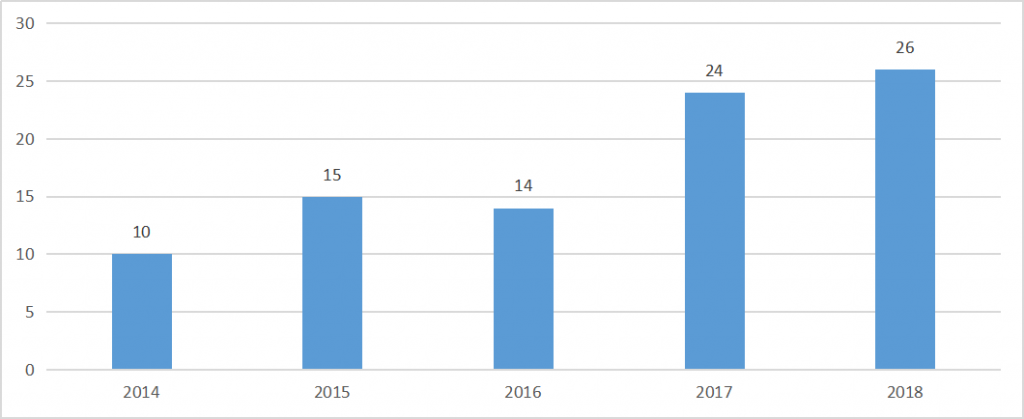
图 4 2018 年中国 3D 打印设备数量所属品牌占比情况(单位:%)图5 2014 ~ 2018 年中国 3D 打印市场融资案例统计(单位:起)图6 2010 ~ 2018 年中国 3D 打印产业相关专利申请量(单位:件)