
随着制造业对轻量化的需求日盛,铝合金的应用也愈加广泛。但是由于铝合金的材料特性,在焊接过程中比较容易产生气孔,从而影响焊接强度与质量,对于手持激光焊而言更是如此。那IPG LightWELD XR手持激光焊又是如何应对这一挑战的呢?

小知识:焊接中为何会产生气孔?

匙孔塌陷导致的气穴形成原理示意图
#
小孔塌陷产生
在激光焊接过程中,当表面张力大于蒸气压力时,小孔将不能维持稳定而塌陷,金属来不及填充就形成了孔洞。
#
氢气孔
氢在液态及固态下溶解度的差异导致凝固过程中氢气析出。如果析出的氢不能顺利上浮逸出,就会残留在焊缝中成为气孔。
IPG LightWELD XR气孔工艺抑制
对于铝合金焊接过程气孔的工艺抑制,IPG LightWELD XR的方案,主要是通过工艺手段避免气孔析出及增大,促进气孔逸出熔池。简单来说就是通过提高功率密度,减小热输入。
IPG LightWELD XR的激光光源具有小芯径的特点,即使没有圆形摆动,在焊接铝合金的过程中,也能有效降低气孔率,可谓是铝合金焊接利器。

LightWELD XR气孔率测试
测试方式:使用IPG LightWELD XR手持激光焊机分别对5系和6系铝合金3mm试板进行焊接,并对焊缝截面进行金相分析。
测试结果与对比:取气孔分布较多位置我们可以看到:在39.31平方毫米面积内有9个小气孔,平均直径0.27mm,最大值0.424mm。
根据与普通手持激光焊的相比,IPG LightWELD XR有效改善了铝合金焊接过程中产生的气孔,在保证焊缝成形美观的同时降低气孔率,并且显著降低气孔尺寸。

测试1:6082 铝合金 1.2mm填丝

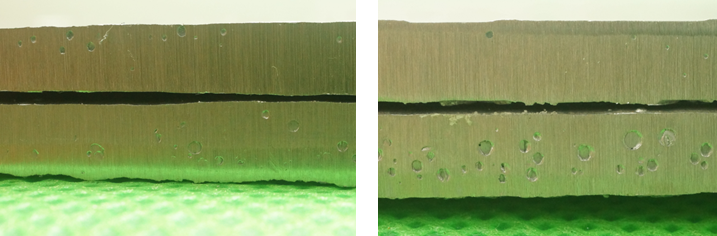
上:LightWELD XR 焊后效果
下:普通手持激光焊 焊后效果

测试2:5083 铝合金 1.6mm填丝


上:LightWELD XR 焊后效果
下:普通手持激光焊 焊后效果
通过实际测试结果的直观展现,IPG LightWELD XR针对铝合金具有着非常显著的气孔抑制效果,对于很多用户来说,气孔率一直以来都是非常关注的痛点,其直接影响到了焊后强度质量,而IPG LightWELD XR的出现,将改变这一情况。
下期,针对IPG LightWELD手持激光焊的材料应用,我们将探讨异种材料、高反材料的广泛应用与场景,与您不见不散。