焊接时遵循以下原则:①板材越厚,焊丝越粗,功率越大,送丝速度越慢②功率越低,焊接面越白,功率越大,焊缝从彩色变黑色,此时单面成形。③焊丝的粗细选择应不大于板厚偏向于板厚,焊丝影响焊缝的饱满程度④焊丝越细,扫描宽度越低
以下参数会受保护气体和天气等原因影响,使用时需跟实际情况适当微调。
一.碳钢/镀锌板

注:受镀锌板锌层影响,镀锌板功率可适当调低
二.不锈钢

3000W不锈钢功率参考碳钢
二.铝
铝材工艺参照不锈钢工艺,功率上调20%-30%即可,另外在焦点上也有差异,需要手动调整
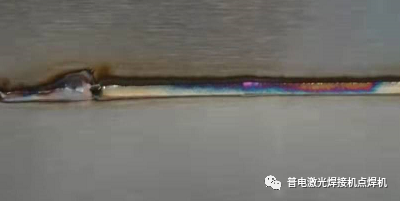
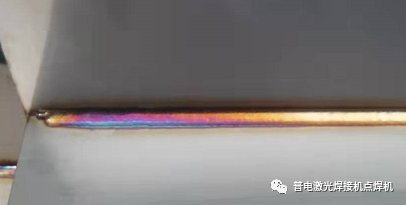
参考:0.5MM不锈钢阴角焊接
0.8不锈钢焊丝 扫描速度350 扫描宽度2 峰值功率350 占空比100 频率2000
出光就穿透了板材,并且变形量很大,因此我们降功率处理
0.8不锈钢焊丝 扫描速度350 扫描宽度2 峰值功率260 占空比100 频率2000
变形量有所减少,但是起始出光时仍容易烧穿,因此我们继续降功率处理
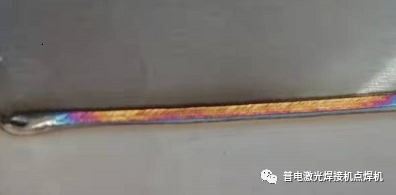
0.8不锈钢焊丝 扫描速度350 扫描宽度2 峰值功率200 占空比100 频率2000
效果如下①,把宽度增加到3时如图②

展览机器: