
赶快扫我来报名吧~

由于高强板特别是抗拉强度大于780MPa的超高强钢,其延伸率差,利用辊压复合成形工艺来生产异型冷弯型钢成为必然,像保险杠本体、防撞杆、门槛件、座椅轨等。而带孔异型冷弯件则需要利用在线冲裁、焊接、自动化切断等设备来组合一条全自动辊压线,也就需要突破一些技术关键。本文结合实例重点介绍汽车保险杠、防撞杆生产设备关键技术,与大家分享和交流。
1.汽车异型辊压件自动化生产简介
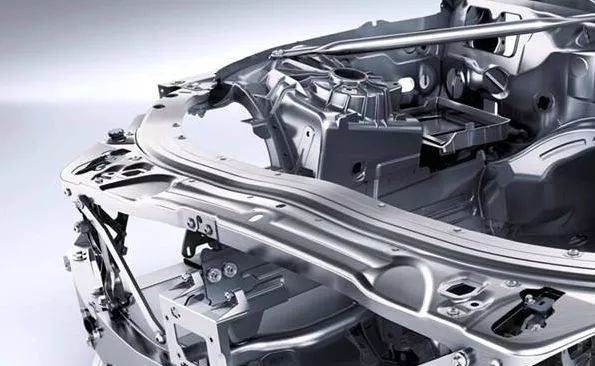
同传统冷弯型钢一样,一般分为开口和闭口两种。门槛、导轨大多是开口型钢,开口保险杠本体很常见,由于受传统的冲压工艺所限,过去基本上都是开口型材,后来很多车型仍沿用,像老别克GL8、捷达、起亚、荣威350等。而目前大多数保险杠本体为闭口B型钢,国外某些轻型汽车纵梁也采用闭口冷弯型钢;车门防撞杆则以圆管居多,也有长椭圆、异型截面防撞杆(见图1)。
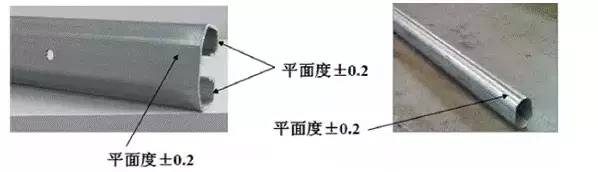
图1 防撞杆
门槛类零件(见图2)基本上是开口型,端头形状复杂,而且中间、边部需要冲切或局部压凹。
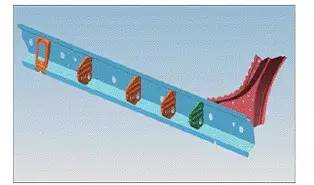
图2 门槛件
座椅导轨(见图3)多以冲压工艺为主,随着高强度材质的使用,辊压成形工艺得以推广应用。

图3 座椅导轨
辊压保险杠一般是大于780MPa的高强度材料,型面较为复杂,有的还要成弧形(见图4)。这类产品大部分均带有无规律的孔,个别孔位精度要求较高,工件上孔数不等。生产线集成冲孔、焊接工艺,已在生产中大量推广使用。配合数控技术,可有效地控制弯曲后孔位精度。辊式中、高频焊、在线激光焊接工艺在国内也已成熟应用。
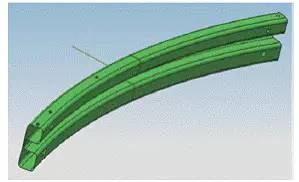
图4 保险杠
2.高强度异型材生产设备介绍
针对汽车零部件产量较大、准时化生产严格、精度要求相对较高等特点,其生产设备多采用自动化线,作为保险杠本体的辊压件,其生产工艺是从开卷-(校平)-切头对焊;送料冲孔(压印)单元到辊压成形、切断以及在线焊接技术应用,自动化、可靠性的要求越来越高。
高强度(一般抗拉强度小于1200-1450MPa)冷弯型材,其孔型可以采用在线或线下加工,但为了提高生产效率一般对不影响滚轮设计的部位进行辊压成形前局部冲凸,大多数需要在线预冲。提前预冲的板带,在成形过程中会出现孔位漂移、孔型畸变,甚至会改变辊压变形机理、改变回弹量,进而影响产品精度,使废品率提高。
2.1、开口高强度型材辊压生产线
特色工件就是门槛件以及部分保险杠本体。与传统的辊压成形工艺路线相同,大多可以利用开卷、辊压成形、切断机组来生产,切断后再来做冲压加工。所不同的是高强度冷弯型材成型机必须刚性足够、精度更高,来减少回弹,确保产品精度。而对于需要弯弧、孔型复杂、局部预凸的型钢,则必须配置校平机、在线冲孔设备。在线冲孔机一般采用液压机、多模位液压机,机械压力也可选用,但适应范围相对较窄。
开口保险杠的弯弧比较复杂,由于高强度钢截面回弹难以控制,边部在线弯曲容易起皱,所以辊压成形设备是关键。当然,也可以线下拉弯完成。
2.2、闭口高强度型材辊压自动生产线
闭口保险杠辊压件,一般是B型,焊口大部分在型材中部,需要在成型后把两层金属焊接在一起,以滚焊工艺为主。管式防撞杆是对缝焊接,可以高频或者激光焊,对于镀锌板则选用激光焊最佳,焊接强度高,热影响区小。
无论采用何种焊接方式,焊后整形要充分,必要时使用芯子增加整形道次。弯弧时,模具设计考虑截面特性,防止变形。
2.2.1、两种型材辊压线的通用设备
高强度辊压件生产要实现自动化,必须把冲孔、压印、弯曲、焊接、拉深等加工工艺集成到生产线中,一次完成型材零件的加工。随着辊压技术的日趋成熟,光、电、液控制技术的发展,也使高强度零件自动化生产变得简单了。
①开卷机:主要是结合高强度材料弹性比较大的特点,压料、防止散卷功能是必须的,以保证安全生产。
②校平机:一般认为,校平机是在线冲孔辊压线的必须设备,但实践证明对于高强度材质、孔位要求相对较低、型面较窄的冷弯件生产,校平机是可以省掉的。
③冲孔单元:这类型材长度一般在900-1500mm,大多采用一次性冲孔,所以就要选用台面较大的设备,为了扩大适应能力,降低投资成本,快速液压机是首选设备。必要时可以增加压印机,完成零件上的标识冲压。因为传统的辊印工艺需要在辊子母线上刻字,工作时字体容易脱落,另外由于材料表面硬度高等原因,不再适用。
④辊压成形机:和传统成型机不同,要适应高强度板的辊压,所以其驱动性能、设备刚性、传动精度均需要大大提高。牌坊支架的快换结构也是经常采用的,可以选用半自动控制的气动牙嵌离合器结构,实现多品种生产。轧辊精度和耐磨性更是高强度辊压件稳定生产的重要因素。
⑤切断机:一般采用液压切断,对于高强度辊压件,切断过程会产生更大的热量,同时由于材料屈服强度高达1000MPa以上,刀具寿命比较低。所以刀口设计、模具材料的选用至关重要。
2.2.2、生产线特殊工艺装备
1)在线焊接设备
主要用于闭口冷弯型钢需要在线焊接、连续生产,它是影响辊压件的工艺关键点,特别是作为汽车安全零部件。目前国内采用的焊接方式主要有两种:
①断续滚焊:断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。通过自动控制,可设定焊点间距、焊接电流、在线修整电极焊轮。由于电流断续通过,滚轮设计内冷,附加外冷。在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。当然缺点是断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。
目前,高频焊接和中频焊接是普遍采用的。中频焊接的频率为1000Hz,比工频的50Hz的焊接控制快,中频焊接的电流响应时间为1ms,比工频的20ms快20倍,调整精度大大提高,从而更好地保证焊接质量。
②激光焊:因其焊接热影响区小,对于镀锌材料焊接具有较大优势,闭口防撞杆的生产中应用较多。
2)整形
正像普通焊管工艺一样,闭口型钢辊压成形焊接后,整形是必须的,它不仅能提高截面精度,同时也是焊接后冷却、定型所必需的过程。整形方式、设备结构因产品而异。
3)芯子
高强度材质回弹大,需要的过弯量很大。对于闭口型材,孔弯道次多,很难一次成型到位,所以要想达到理想的型面精度,甚至是防止弯弧过程中的截面变形、起皱,都必须增加芯子。具体要根据不同截面、板材厚度来设计。
4)弯弧装置及弧形零件的切断问题。
保险杆辊压件,弯弧方式多为三辊或四辊式,尤其B型截面最常用。对于立面复杂或口字型截面,辊式弯弧容易起皱,曲率达不到要求,组合口模弯圆也是选择方式之一,不过需要选用硬度高、润滑性能好的模具材料。向上还是向下弯弧,取决于工艺设计。弧形件的切断,无论是停机还是飞剪,既要考虑切刀寿命,还要充分考虑弧形变化对模具的影响。
免责声明:文章因转载众多,或无法确认真正原始作者,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容仅代表作者个人观点,并不代表本公众号赞同其观点和对其真实性负责