在工业粉末涂料的固化过程中,“干等着油漆晾干”的情况已经不复存在,因为人们可以采用一种高速固化的替代方法——激光。长期以来,激光被用作精密金属切割和焊接的首选工业工具。在粉末喷涂作业中,激光展现了相似的效率提升优势,即激光固化速度快、控制精确,固化效率非凡,从而降低能耗。大约970 nm的红外激光器是完成粉末涂层固化的理想选择,同时它也是半导体激光器,因为它们的单位功率成本最低,同时电能转换效率最高。其红外辐射能穿透涂层表面以下数微米,在很多方面优于对流炉。首先,体积加热将能量迅速传递到粉末涂层中,原理等同于微波炉由内向外烹饪以加速食物制备。其次,加热底层基材时,能量浪费极少。若是将涂料喷涂到聚合物或木材等对温度敏感材料上,这一点至关重要。第三,激光方向高度可控,可以保证只照射喷涂区域。最后,由于大部分输入热量仍留在涂层中,部件通常只需几秒钟而不是几分钟即可冷却。通过红外摄像机观察到,涂层在激光器开启后不到10 s就发生胶凝,45 s后完全固化,如图1所示。
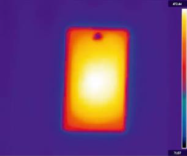
图1 红外摄像机观察到的激光固化涂层
按需加热
激光固化能降低运营成本,减少对环境的影响。激光加热器仅在加工零件时消耗能量;批次之间没有空转,因为激光器能够在毫秒内以全强度开启,同时又能像灯开关一样立即关闭。不存在因加热烘箱壁、外壳内空气或者工厂地板而浪费能量的情况。激光束向外扩展而非聚焦,因此对眼睛的安全要求没有激光切割和焊接那么严格。通常,高速激光固化工艺所需的工厂占地面积更小,体现在烘箱长度更短,或者脱机固化和冷却区域减少或取消。 通过激光固化的粉末涂层部件通过了交叉影线、耐溶剂和耐冲击等ASTM标准试验,试验结果优异。从业人员发现,激光固化粉末涂层与经常规对流烘箱或红外灯工艺固化的粉末涂层没有区别。这并不奇怪,因为激光加热器产生相当的波长,所以固化机制与红外辐射灯工艺类似。 虽然红外辐射灯和激光器具有相同的积极属性,如高速红外光固化和快速开启,但是激光器还具备操作成本优势。激光辐射方向高度可控,确保90%的光能够助力粉末涂层固化。此外,红外灯一经启用就开始退化,在全天候利用率下,1~2年后即需更换,而半导体激光器的使用寿命非常长。
注重过程控制
激光固化的优点还包括优越的过程控制和终点检测。室温激光器外壳支持计量功能,有助于精确控制固化温度和周期时间。常规烘箱中或红外灯发射期间并非不能启用红外温度传感器,但难度极大。激光通过控制回路,在几秒钟内使粉末涂层胶凝,且激光不会照射超过标记的部位。过程数据可存档,用于质量控制。可以根据需要存储和修改作业文件。操作员可通过可见光摄像机观察完全固化部件的光洁度。无需像传统固化方法那样为了良好的测量结果,还要进行额外的加热和处理。对于表面平坦的部件,激光是其高产量加工的理想选择。轻型投影头可以安装在机械臂上,也可以安在龙门架上,可摆动。通常涂覆的部件在固定激光头下方通过。激光高速固化可消除固化瓶颈,实现连续流动部件生产。激光向外投射,而非聚焦,因此固化质量不受部件拓扑结构的影响。激光固化也可以在无法直接目视目标的情况下进行。实验室里用于粉末涂层固化工艺的激光加热器(来自IPG)见图2,其顶部激光照射首先加热上表面,通过光亮饰面可以明显发现这一点。最终,整个部件达到固化温度,使无法目视的区域完全固化。背面区域的固化通过纯加热进行,类似于对流烘箱工艺,但由于激光的直接加热性质,所需的时间更短。
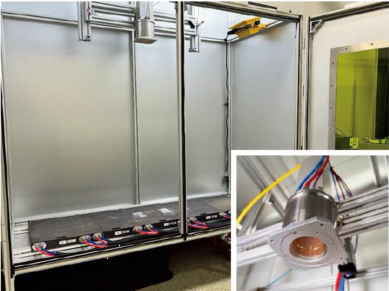
图2 IPG实验室用于粉末涂层固化工艺的激光加热器
激光头位于外壳中,因为没有热量需要控制,外壳一般敞开。投影头的特写镜头展示了正后方的红外测量摄影机(见图2中小图)。样品放置在不锈钢底板上,其中水冷钢底板上130 cm×30 cm的表面受到均匀照射,见图3。

图3 激光固化样品放置示意
激光固化与传统固化的比较
固化中的管道配件如图4所示。

图4 固化中的管道配件
激光固化与传统固化的比较见表1所列。
| 项目 | 激光器 | 红外灯 | 燃气对流工艺 |
| 工艺速度 | 粉末胶凝<15 s,完全固化<1 min,快速冷却 | 红外光加速固化,通常需要30 s才能胶凝,另外还需要60~90 s才能固化 | 缓慢上升至固化温度。固化过程缓慢,部件冷却时间长 |
| 处理工艺/工厂占地面积 | 固化速度快,冷却快,能实现占地面积最小的连续零件流动 | 烘箱长度与固化周期时间成比例;需打开烘箱加热工厂;红外灯固化有时是脱机分批处理工艺,需要专用烘箱和冷却空间 | 烘箱长度与固化时间成比例;需打开烘箱加热工厂;由于直列式烘箱长度过长,对流固化有时采用脱机分批处理工艺 |
| 能耗 | 利用率>40%,激光将>50%的电力转化为光,约90%的光可以直接用于固化,产生的废热极少 | 利用率<40%,红外灯将约70%的电力转换为光,但只有约50%的光用于固化,主要原因在于受方向和发热的限制 | 利用率<30%,对流烘箱加热内部空气和烘箱壁。热交换器、洗涤器和风扇会拉低效率 |
| 维护 | 预计可全天候(24 hx7 d)不间断运行7年以上 | 通常可全天候(24 hx7 d)不间断运行1~2 年,此后即需更换红外灯 | 定期维护,清洁脏污部件并清除隔离的污染物 |
| 过程控制和优化 | 操作人员可通过红外光和可见光摄像机,观察快速上升到的固化温度并进行终点检测;适用于自动化 | 未使用视觉智能,可能采用自动加热/冷却程序 | 未使用视觉智能,烘箱在固定温度下空转,部件的固化时间固定 |
| 能源成本/碳足迹 | 能源成本与燃气方式相当;碳排放量低 | 由于红外灯辐射的方向控制差、加热过程和循环时间较长,能源成本高于激光器;碳排放量中等/适度;对更换下的红外灯的处置会影响环境 | 燃气价格低廉/化石燃料碳排放量高 |
| 资本成本 | 资本支出高,通过提升生产力、降低运营支出,实现投资回报率 | 资本支出中等 | 资本支出最低 |
表1 激光固化与传统固化的比较
激光固化所需的前期资本投资并非适用于所有粉末喷涂厂家。在以前,激光加热器的投资可能比类似的燃气箱式烘箱高4倍,或者说是安装红外灯的2倍。以产量为重的厂家采用激光固化,因产能提升、运营费用降低和工厂占地面积减少而获益,因此能够快速收回成本。上面总结了激光器、红外灯和燃气对流烘箱固化之间的比较。对产量要求低一些的粉末喷涂厂家可能会放弃尝试激光,就像较小的车间倾向于慢慢采用现在无处不在的激光切割和激光焊接工艺。激光已经从詹姆斯·邦德的电影走出,慢慢走进车间,用于切割、焊接和清洁,现在还用作一种令人叹服的固化工艺。采用激光固化的大型粉末涂覆厂家可以期望更高的生产效率和产量,受益于严格的过程控制,腾出宝贵的车间空间,同时还降低能耗。