随着汽车品质不断的提升,对 冲压件的外观质量提出了更高的要求,其中模具表面光洁度冲压件的外 观质量的影响较大,如何便利有效的 清洗模具,以下详述模具智能柔性清 洗系统研究制作。
![FUQ`IRPF3%2RP8P9@MHQ]KQ.png](http://www.mfc-china.org/wp-content/uploads/2020/11/7EJLZnzA_L5yN-1.png)
背景简介
影响车身外观件质量的原因主要有毛坯、车间生产环境以及模具表面光洁度。
为了减少模具对冲压件的外观质量的影响,对模具进行清洗。但目前国内汽车模具清洗大都不能成系统化的运行,如:只注重清洗而不能使清洗液循环利用,造成使用成本大幅增加,但清洗方式单一,造成清洗效果不佳;清洗压力、清洗液温度不稳定需要对模具反复清洗持久清洗等等现象。
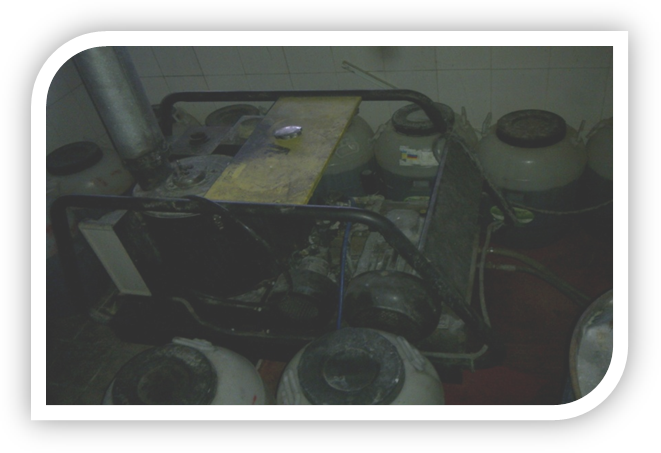
目前国内模具清洗的具体模式如下:
模式1:直接使用高压水枪进行打击

模式3:设备专门密闭的清洗间,利用通用的高压清洗机进行清洗
总体思路
为了提高生产效率、减少工人劳动强度和降低成本,柔性智能高压模具清洗系统的实施,解决模具清洗的难题。通过清洗工艺方案的优化组合,设计开发全新的清洗方法,实现了人机结合的工作模式。

系统的目标
清洗效率提高10%,具备循环清洗功能减少90%的清洗剂消耗,改善清洗环境,具备人机操作画面简单易控;
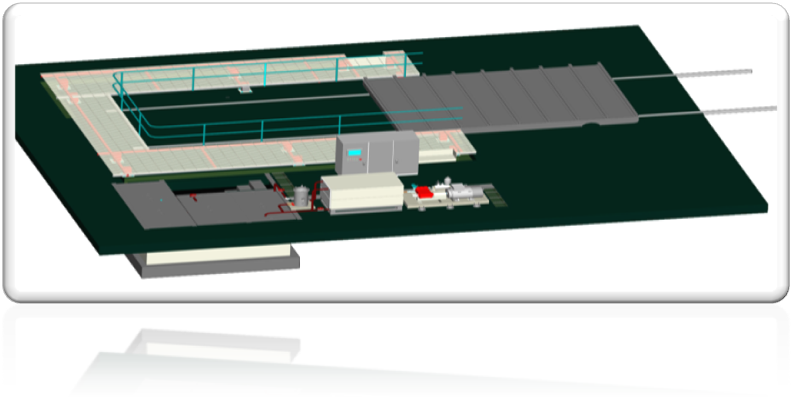
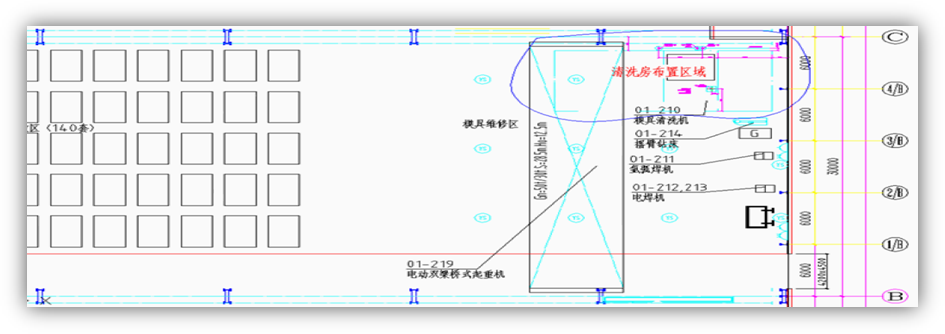
整体方案
在冲压中心模修阵地设置模具清洗系统;
系统难点
模式1存在投资大,而且轨道占用大量的面积,小车动力驱动不安全;
![RT}EQON9K(]49APEXFOY%G5.png](http://www.mfc-china.org/wp-content/uploads/2020/11/xAc8CbL4_jk5X-1.png)
模式2清洗的水雾弥漫整个车间,对周围环境影响很大;
清洗系统
目前都是采用通用的标准高压清洗机,清洗的压力、清洗枪的长度不能根据具体需要更改;


沉淀池
目前都是采用直接排到污水管道系统,而且清洗液一次使用造成的大量的消耗,每年需要缴纳大量的排污费;


杀菌
如果采用循环清洗,清洗液半年更换一次,时间长了尤其夏天容易发酵产生臭味;

过滤
如果采用循环清洗,过滤系统是一个非常重要的部分,如果过滤器经常堵塞,就会严重影响使用效率,过滤器经常更换的话那样成本就很高。

操作
传统的清洗剂只有几个按钮开关,无法对整个系统进行直观监控,存在安全隐患。
![J%R8@9C`SWSQ_Z8R1IR0]YU.png](http://www.mfc-china.org/wp-content/uploads/2020/11/xTrHBrhy_rbAL-1.png)
循环清洗意味着靠清洗剂的防锈功能无法实现,必须有专门的防锈措施;加热系统采用柴油加热污染环境,而且需要经常加油;采用传统土建结构,高压水冲击容易损坏,而且时间长了容易渗水。

系统创新点
软顶(天窗)机构的作用是配合风机将清洗时产生的水蒸气和雾化水排出室外。
当天车将模具吊入清洗房时,软顶(天窗)机构缓缓打开,当模具吊入清洗房后软顶(天窗)机构缓缓关闭。这样就代替了轨道小车,节省了投资费用和占地面积。

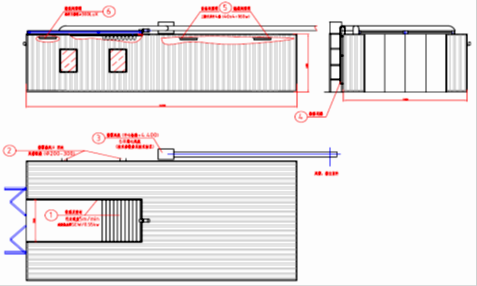
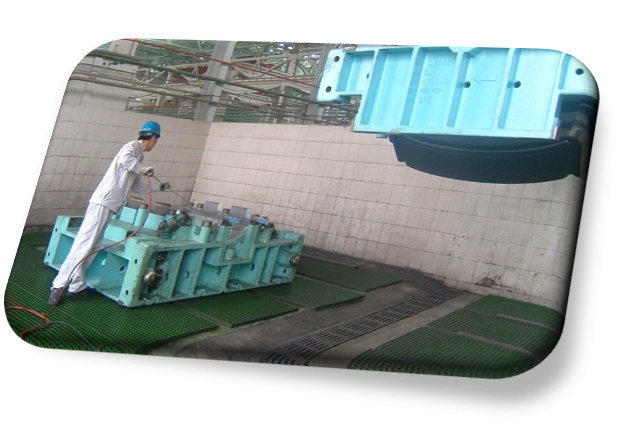
模具离地面高度120mm,便于对模具的各个面进行清洗处理,污物可以跟清洗液水流流走,避免了二次溅上模具重新污染,实现了人水分流;格栅板便于防滑也便于对地面进行清理。


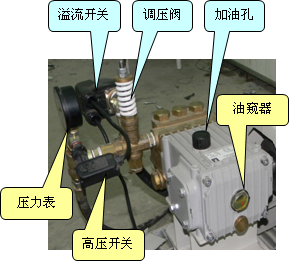
高压泵是系统的核心部件,产生高压靠的就是稳定运行的高压泵。本系统设计采用一备一用的方式以便更好地服务于清洗工作,根据工艺需要利用特制的喷枪和喷头高效的完成清洗。



15°扇形喷嘴 0°直线喷嘴
从污水回流经过提篮式过滤器、磁棒吸附,沉淀池内浮油收集、沉淀池静置、多级板隔油,以及自动补水加热功能,实现清洗液沉淀过滤,实现重新利用功能。
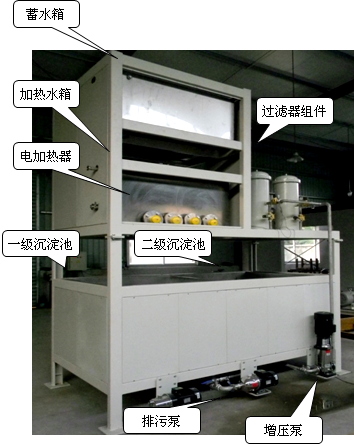
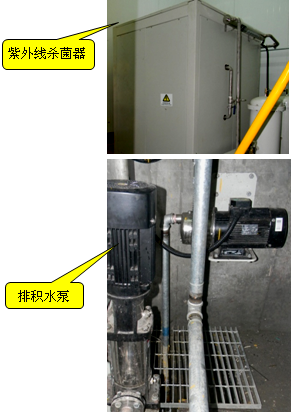


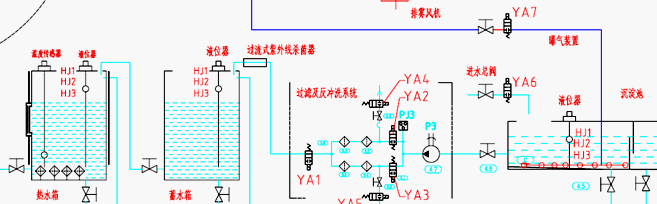
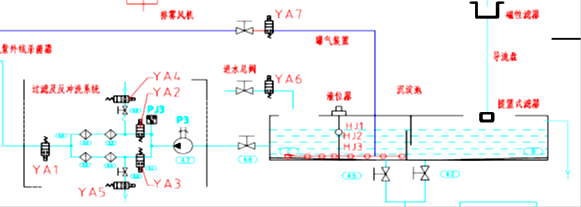
在二级沉淀池中强制供氧,以杀死二级沉淀池中制臭的厌氧菌,曝气实现自动化控制,曝气间隔、曝气时间可以柔性更改;在蓄水箱前采用过流式紫外光照杀灭制臭细菌,以保证循环水的干净无异味。
过滤系统包括:磁性滤器、提篮式滤器、二级板隔离、精密滤器;
磁性滤器是指能吸附金属杂质的过滤装置,本设备粗过滤采用高强磁铁和不锈钢提篮组成;
提篮滤器是指沉淀池清洗液导入口放置的像提篮装置的过滤器,装置简易可行,可以滤掉大颗粒的物质,目数30目,并且方便收集回收废料;
精密滤器有双级双列永久性滤器,材质304#。粗滤50um,过滤精度10um。并且可以实现反冲洗,大大节约了过滤器的使用成本;
整个控制系统采用SIEMENS电气元件,SIEMENSPLC、SIEMENS触摸屏、SIEMENS低压电气控制元件等,同时具备声光报警系统,保证整个系统安全智能可靠。




通过触摸屏画面对整个系统进行监控,画面输入程序命令。
采用特制压缩空气喷枪对清洗好的模具进行风干,风干的目的便于快速完成清洗,并对需要存放的模具喷一层油膜便于长期保存。
采用电加热方式,当实时温度小于T=“设置温差”+10℃时所有加热器工作。
当实时温度到达设定温度时,全部加热器停止工作;
当实时温度到达T=设定温度-“设置温差”时,恒热加热器工作。
当实时温度再次到达设定温度时,恒热加热器停止工作;
清洗房内壁采用不锈钢304#制作,外壁浅色彩钢瓦,中间聚氨酯填充,厚度100mm,保证了清洗房的整体刚度,同时降低了噪音。
结束语
开发利用集成、紧凑型清洗系统,合理布局,使用厂房面积节约。
采用清洗液及水循环利用,省去污水排放系统投资。
少用模具转运台式轨道车及轨道,节约成本。
改善了工人操作环境。将零件的返修率相比其他模式清洗方式平均至少下降了约6.5%。为生产高档产品提高有力保证。