文 | 杨宾·MFC 专栏作者
整体侧围是汽车上体积最大的A类外覆盖件。同一般覆盖件件相比,侧围具有形状复杂、结构尺寸大和表面质 量要求高等特点,表面质量要求极高通常为1~2um;拉延成型时,由于其塑性变形的不均匀性,往往会使某些部位刚性 较差。拉延深度大,圆角小,曲面复杂,中部有较深的反拉延等制件结构特点,拉延难度大,是车型中最难的拉延件之 一。在拉延中,极容易出现破裂与皱纹并存的情况。其模具具有结构极为复杂、质量要求极高、模具外形尺寸大、工序 复合程度高的特点,给调试带来较大难度。本文将通过某整体侧围的调整为例,介绍较难且不易控制的,拉延模具调试 方法,为以后提供解决类似问题的分析思路和解决方法。
零件简介
本零件是某款整体侧围的高档轻卡, 有单双排之分,本文以双排侧围。
零件材料:DC05 料厚:0.75mm
零件外形:
此零件 150mm×1405mm×1780mm, 大致为中空方形件,前下部与其它覆盖件 装配有安装孔若干。其余均为外覆盖面 和安装面,因此不论从外形还是零件功 能上看对调试水平地要求都是非常苛刻。
技术要求
工序模型如下图 1 所示。
 图1
图1
读 CAE 分析要求压力情况:外圈气垫压力 150 吨;内圈气垫压力前部 30 吨、后部 25 吨;滑块压力 1000 吨。
读 CAE 分析结果:外圈有起皱趋 势,A 面滑移不明显;零件后部有滑移; 内部及型面有开裂风险;理论板料收缩 线如图 2 所示。以上均为模具调试时重 点解决的部位。
 图2
图2
模具的调试前准备
了解模具结构
模具结构如下图 3 所示整体侧围由 于中间时车门在拉延时均采用内外压料 的方式,为了尽量减少机床气压对零件 的影响通常内部压料采用氮气弹簧外圈 采用机床汽缸压料,工作时外圈比内圈 提前 5mm 压料。凸模零件内壁。凹模 为零件的外壁。模具工作原理在此不需细讲。
 图3
图3
调试前分析
检查装配情况:模具调试前需要对模具零件的型号,规格进行检查,对整 体侧围来讲重点是氮气弹簧的使用是否 满足 CAE 给出的压力,图纸由于考虑 模具实际工作情况一般会稍大于 CAE理论值。比如本套模具前端压料板 CEA 分析时要求为 25 吨,实际安装 4 个 7.5吨氮气弹簧,实际压料力为 30 吨大于25 吨满足要求。其余零件按图纸检查。
凸模排气孔的设置 一般情况,选择排气孔要在模具型面于板料间形成的同一密闭空间的最底面,或圆弧根部,要求根据每一密闭 的大小均布。如果整个面较为平缓(面 斜度在 5/1000 以下)且没有材料流动 可以把排气孔平均设置在距 R 处最少 10mm 的整个面上。对侧围来说排气孔 可用 φ4 最大不益超过 φ5。数量可根 据经验 1 ~ 2 个 /10000 mm2 均布,并 保证零件成型全过程无密闭空间。排气 孔在内覆盖件或梁类零件看起来无关要 紧,但在外覆盖件特别是象整体侧围这 样的大型覆盖件来讲,排气孔设置不合理或不足时容易在密闭空间形成高压气 室,产生强烈的反作用力。轻者造成表 面鼓包严重,零件表面大面积变形;重者模具无法压到底,零件无法成型甚至 使压床严重处于满负荷状态造成压床损坏。
凸模蹭光
蹭光是一种专门工艺 , 易学难精, 采用正确的方法和工具 , 才能快速达到 模具需求效果。侧围蹭光不仅是关系到 模具外观是否漂亮更重要的是关系零件 型面是否光顺合流畅;棱线是否清晰。 因此在这里需要罗嗦一下。
工具选用:
(1)油石,普通油石粒度 80#、 120#、200#、400#。
(2)砂布,120#,320#, 400#,600#。
圆转动打磨机,打磨贴片 150#, 180#,320#,400#,600#,沙纸轮由粗到细180#,240#,400#, 600#。
蹭大面方法: 先把大面用记号笔画出,防止错蹭。方法先用80#或120#粒,建议选用120#,沿数控刀纹方向 45°o 加角 蹭第一遍,在按蹭光纹路 90° 夹角蹭 第二遍,最后按刀纹方向蹭第三遍,用 圆转动打磨机,打磨贴片选用 150或180#,反复此程序。直至刀纹最凹处变成均匀的小麻点。用油石200#同样 蹭至麻点几乎消失表面光洁度Ra0.4, 换用用圆转动打磨机,打磨贴片选用320#或 400# 或者用沙布 320# 或400# 打光主要去除油石痕迹可使光洁 度达到 Ra0.2。再用400#蹭光,到无刀纹和200#油石纹为止。用圆转动打磨机,打磨贴片用 600# 抛光到在 模具能模糊看到灯光的折射,(光洁度 Ra0.05),最后用砂布:600#抛光到在模具能看到人的眼睛(光洁度 Ra0.025)切记棱线一定不能用上述流程。特别提醒的是更换油石时一定注意模具表面的清洁,最好用无油抹布仔细擦拭。避免留下上次油石颗粒,会使模具表面出现难以消除的划痕。用的压力要从5kg渐轻到2kg。
棱线抛光方法:侧围棱线顶端一般是渐变圆弧连接两侧面,是非常重要的区域,一定要用较小的200#油石开始,先沿棱线侧面蹭光,注意不要用力过大,按平面油石的使用顺序蹭光到光洁度Ra0.04左右,再用纱布和有弹性的软板配合横向抛光Ra使其与两侧面连接,最后用600#砂布抛光到Ra0.025即可。对于材料流动大和变形剧烈的区域要用1000#或1200#砂纸进行局部抛光达到能从模具上清楚看到人的头发(光洁度Ra0.012)。
凹模的研配
虽然现在模具制造企业都使用精度很高的数控设备,由于刀具和加工效率问题的取舍及模具的锅底现象取值问题,一直是模具不进行研配的拦路虎,也是我国模具企业也包括欧、美、日等工业发达国家和地区的模具企业正在研究的课题。在此我公司现在正处于少研阶段。如2005年我们一套门外板拉延模具仅研配时间是60小时、2010年公司可以在16小时内完成。模具研配从现在看来虽然占用工时越来越少,但由于研配工作对零件的品质影响却是不可小视,特别是象侧围这样的大型外覆盖件如果没有好的研合率,零件表面会到处是压伤,零件喷漆后压伤象一个个伤疤显现出来,这对外覆盖件绝对不允许的表面缺陷。良好的研合率还有利于拉延模具的问题分析判断和解决。因此现在还需简单介绍其工作方法。
基准的确定
对拉延模具来讲应选用易于制造且精度容易保证的凸模作为基准,压料部分最好采用凹模压料部分为基准,原因是零件的理论成型深度是凹模压料面到凹模型面的底面深度,这个深度是不考虑零件侧壁由于成型过程中塑性变形和弹性变形是同时存在的。就会造成零件的实际深度尺寸略小于理论尺寸。为消除这种现象我们采用凸模和凹模的压料面作为研配基准对其对应零件进行研配。
研配方法
压料圈研配:对侧围拉延模具来讲由于压料面较为平缓,我们可直接带料厚研配。最好先采用小于料厚的10%的代用板料或直接研配,先把模具封闭高度调整到距设计封闭高度3.5mm,把代用板料放入压料圈上,逐步降低闭合高度使机床压力值为50~80吨。为节省材料可剪成宽度能覆盖压料面的条状,长度最好成型后等于压料面长度,也可分为数段用分批抽块的形式压出。注意不要遗漏压料面,可少量重叠。压出压料面的形状,用记号笔标明对应位置,把材料两面均刷上红丹粉或兰油,侧围研配建议用兰油,按次序对应放在压料圈上。用压机压压合,去除板料两面均有压痕处。如图4所示,反复进行。如果使用直接研合的方法要注意,压合时力量不能太大,压合力可随着研合率的提高从50T逐步增加到200T。每压合前必须用干净的擦布把上下模具擦拭干净。以保护基准件的表面不被沙粒压伤。
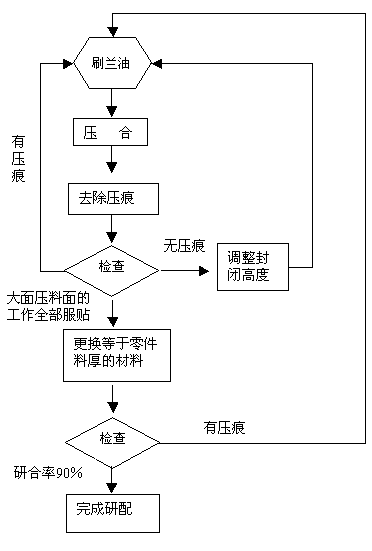 图4
图4
凹模的研配
凹研配同压料圈大致相同只是建议最好用下面介绍调试的方法把零件的大致形状压出。用研好蹭光的压料圈把零件压出5~6件。如果有起皱要先用切割的方法去除有叠料趋势的地方,此时的零件可以有局部开裂。研配时开裂处单独用等料厚的材料研配。当然也可用研压料圈的方法抽块研配,只是效率较慢。仅供特殊情况下使用,如开裂、起皱极为严重、零件不能成型的情况下使用。
研配总体要求
研配到研合率在80%时就需要先用120#油石蹭去高点再进行研配。此时研配要每研配1~2次更换一次板料。避免材料由于板料受压变薄,造成研配时判断错误。当研合率压料筋内侧达到90%至95%外侧20mm处达到90%左右。20mm以外可由80%逐渐过渡到有0.05mm到0.1mm的间隙可判断为研配完成。
零件调试注意问题
通过调试前准备就可上压床试冲,试冲较简单。但必须注意一点就是模具试冲时不要一次压到底。因为有些地方可能会起皱或开裂造成局部叠料使模具表面压伤,甚至压坏型面。经现场试验先留15mm试冲较为合适。确认无叠料情况下再按下列推荐尺寸调试。推荐尺寸为15mm、10mm、5mm、3mm、2mm、1.5mm、1mm、0.7mm、0。如有叠料需立即进行调试,直至消除后方可进行。
调试主要问题及分析
调试问题零件距设计封闭高度5mm时零件出现开裂和起皱情况如下图所示问题点1如图5、问题点2如图6所示。
 图5
图5
 图6
图6
问题1
起皱原因经:过现场实际工作情况看出在拐角处材料流向是沿箭头从外向里补充, 零件形成前为面积为:S1=πR12×120/360-πR32×120/360成型后材料面积S2=πR22120/360-πR32×120/360。
由于R1>R2从现场实际测量可知R1=120mm;R2=116.5mm。特别是两侧面流量达到20mm。现在分析按最小的R改变3.5mm计算材料的面积积变化情况如下:
S△=S1-S2(πR12-πR32)-(πR22-πR32°)/120/360。
=3.14×(R12-R22)=3.14×(1202-116.52)120/360。
=998.315mm²
很明显虽然R处线段仅变短了3.5mm但材料却有998.315mm²面积的板料多余。这些多余的材料没有地方吸收,只能在拐角处以波纹状隆起或叠料的形式出现。把压料圈顶起,使直边压料圈起不到压料作用,造成直边材料失控沿箭头方向大量流入,形成起皱。
解决方法:
尽量增加拐角处平面压料力,严格控制材料的流入。现在我们使用的方法是研配时尽量使拐角处研合率高于其他部位,形成强压。然后调试,如果在零件成型初期出现角部横向的开裂可降低拉延筋,每次不要降低的太多,一般情况1.5mm,注意一定要保持拉研筋的圆滑光顺,否则会因为材料受力不均使调试失败。此处尽量少走料,只要零件没有角部的横向开裂即好可。
问题2
开裂原因:经过现场实际工作情况看出在拐角处材料流向是沿箭头从外向里补充,与问题1相反这里不在计算,也可用久里金法则计算来证明这一点(任何形状的母线绕轴旋转一周所得到的旋转体面积,等于该母线的长度与其重心绕该轴线旋转所得周长的乘积。)要求也是尽量减少材料流动。在此处还需要重点考虑箭头1和箭头3的同步性,由于箭头1和2是成90°方向走料如果一个方向走料特别多,另一方向走料特别少就会出现与1、2箭头夹角倾斜的裂纹。
解决方法:尽量增加拐角处平面压料力,严格控制材料的流入。现在由于模具内压料圈是氮气弹簧压料力较小,而且调整范围有限,我们采用在外圈工艺补充部分增加压料筋以控制材料流入。
调试判断技巧:如果在零件成型初期出现角部横向的开裂可降低拉延筋,每次不要降低的太多,一般情况1mm,注意一定要保持拉研筋的圆滑光顺,否则会因为材料受力不均使调试失败,如果成型初期有开裂证明需要补充的材料缺口较大,可直接在工艺补充部分增加后部大前部小形状如同雨滴状的预存材料的工艺凸台,用于满足成型时材料需求。
如果成型后期出现沿1、3箭头角平分线附近出现纵向裂纹,说明材料流入稍多。量不是太大,可通过调整氮气弹簧压力解决。
如果成型后期出现与1、2箭头角平分线有夹角的倾斜裂缝证明是因为材料沿箭头1、2方向流量不均衡引起材料被拉开。可根据裂开处位置进一步判断哪个方向材料流入多,方法是看开裂最大处靠近哪个方向,哪个方向材料流入多。如图是箭头2方向材料流入多。
本套模具通过补焊箭头2的拉延筋使材料达到平衡。也可在保证无角平分线无纵向裂纹的前提下加大箭头1处压料筋间隙。
问题3
零件沿凸R开裂如图7零件沿凸模R处开裂原因较多通常根据实际情况用排除法判断:凹模R较小,材料在经过凸模R时由于变形急剧材料产生加工硬化使材料开裂。
 图7
图7
(1)判断标志是:模具光洁度达到Ra0.05;材料变薄明显,零件上R根部有明显的材料滑移痕迹,镀锌板料R处有锌膜脱落现象遍布整个凹模R;材料流动少,通常在零件拉延初期出现开裂。开口通常较大。
解决方法:在零件允许范围内增加R半径,凹模R光洁度差,使材料流动时所需拉力大于材料的抗拉强度,使零件开裂。
(2)判断标志:模具光洁度没有达到Ra0.05;零件表面有明显滑移,镀锌板料R处有锌膜脱落现象,局部有可能拉毛,垫塑料薄膜零件开裂消除或减小;材料流动较少,通常在零件拉延中后期出现开裂。开口通常不太大。
解决方法:提高凹模R光洁度达到Ra0.025,球头处达到Ra0.012mm。
件凹模R不均匀。使材料局部拉力大于材料的抗拉强度使零件局部先产生开裂。随着拉延深度的增加,材料沿局部裂纹突然被撕开。形成较为整齐的裂口。
(3)判断标志:模具光洁度没有达到Ra0.05。凹模R有凹坑、横向棱线、突起等缺陷。零件仅局部表面有明显滑移。镀锌板料R处局部有严重锌膜脱落现象,局部拉毛严重。
解决方法:消除R缺陷。
(4)材料局部流动变化大,在零件拉延时中后期出现开裂。开口通常为斜向开裂。压力过大使零件成型部位不能及时的得到材料的补充,使零件开裂。模具光洁度达到Ra0.05。材料成型处大面积变薄明显,零件上R根部有明显的材料滑移痕迹。镀锌板料R处有锌膜脱落现象遍布整个凹模R。材料流动少,开裂通常发生在零件成型中期。开口通常较大。
解决方法:降低压料力。
(5)延筋设置不合理,使材料无法补充到成型处,使材料开裂,模具光洁度达到Ra0.05。材料成型处大面积变薄明显,零件上R根部有不明显的材料滑移痕迹。镀锌板料R处无锌膜脱落现象。材料局部流动少,开裂通常发生在零件成型任何时期。开口通常大小不一。
解决方法:适当更改拉延筋位置或高度。
料等级不够
判断标志:模具光洁度达到Ra0.05。材料变薄不明显,零件平面产生菊皮现象。镀锌板料平面有桔皮样裂纹。材料流动少,通常在零件拉延初期出现开裂。开口通常较大。
解决方法:更换板料。经现场对零件成型过程观察,问题3的发生时间为成型中期。我们可以排除凹模R的小原因,根据开口发生状态排除零件凹模R不均匀。根据零件表面滑移情况可以排除拉延筋设置不合理。根据板料表面情况可以排除板料等级不够。经过对模具R的光洁度与光洁度对比块对比发现凹模R光洁度没有达到Ra0.05。通过垫塑料薄膜零件开裂减小。通过对压料圈平衡块加垫消除此处零件开裂。证明对此处的调试只要抛光此处凹模R和适当的减小压料板压料肯定能调试出合格零件。
问题4
零件到达设计封闭高度时零件出现凹陷所示问题点4如图8所示。
原因:经过现场实际工作情况看出凹模台阶下部是先于台阶上部于板料接触,很明显台阶上部需要的材料较多下部需要的材料较少,在此形成急剧的过渡。
分析:通常用于此处不是正规几何截面不好直接量取,我们可以用利用弹性较小的细钢丝量取两型面的差值来进行实际分析,也可用简单的线长分析法分析图示为沿型两条大致为弧形曲线。根据角度相等R不等可算出凸台侧部的变化情况。这里不再细讲计算过程。得到的值6mm,此侧围板料材料的可压缩率通常不大于1%、拉伸率19%。用6mm的值与拉伸率和收缩率的最大值进行比对发现有2mm的线长不能被吸收。使材料出现富余。
解决方法:增大斜面使实际线长等于或稍小于最长线长的拉伸率的值,大于收缩率的率的最大值。由于零件限制不能采用。我们采用增加红、黄线处R加大材料的吸收范围,在后续增加对红、黄线处的整形序,使重要的A级面缺陷消除或转移到允许产生波纹的配合面,使零件合格。
问题5
如图9所示通过现场实际工作情况看出,在拐角处材料流向是沿箭头从外向里补充分析原理同问题1。只是要保证的部位相反。
解决方法:
保证箭头1处不开裂的前提下增加箭头1处的材料流入。严格控制箭头2处材料的流入。我们使用的方法是研配时尽量使拐角处研合率高于其他部位,形成强压。然后调试,如果在零件成型初期出现角部横向的开裂可降低内部拉延筋,每次不要降低的太多,一般情况1.5mm,注意一定要保持拉研筋的圆滑光顺。通过平衡内外走料多少达到消除波纹。
 图8 和图9
图8 和图9
总结
模具问题是多种多样的,但模具调试理论是有规律可寻的,就是,如何时时刻刻的使材料按我们的意愿在模具型腔内有规律的流动。通过调试使制件合格不是我们最终目的。怎样用调试的理论把问题解决在设计的前期,才是我们模具人要努力的方向。也模具流水化生产的要求。让我们模具人协起手来。让这个美好愿望早日变为现实。