钣金加工是一种涉及多种技术和工艺的制造过程,包括切割、折弯、冲压、焊接等。从汽车制造到航空航天,从家电产品到建筑结构,钣金加工的应用无处不在,其精确度和可靠性对产品的质量和性能至关重要。
但目前钣金激光切割下料的生意让众多从业者望而却步,市场需求疲软、原材料价格上扬、人力成本逐年攀升、环保要求更加严格、激光功率攀升太快等,使得大多数中小厂商成本压力愈发明显,甚至面临倒闭的风险。

随着中国成为全球制造中心,钣金加工需求非常旺盛。早期很多中小企业通过采购几台设备、租一个厂房、招几名工人就能快速接单。由于市场需求旺盛,企业利润率一般能够达到20%-30%,可以说“日子过的非常滋润”。随着制造业的不断升级,从2011年开始钣金加工行业也进入了转型的关键时期。进入的玩家越来越多,行业开始“拼规模”、“拼设备”、“拼功率”、“拼交付”,市场竞争愈发严峻,行业利润也大幅度下滑。根据DeepSeek数据,时至今日,部分企业的利润已经大幅下降,部分企业的利润基本上只有3%左右,行业也正式进入“微利时代”!
“疯狂内卷”早已让钣金加工厂商经营苦不堪言,而激光切割工艺复杂繁琐还经常困扰着他们,主要集中在这四大方面:一是激光加工稳定性、质量一致性问题,由此带来的毛刺、切割面不光滑、切不透或穿孔等质量问题;二是激光设备操作繁琐影响加工效率,针对不同加工材料各种参数调试,甚至是频繁停机调整,大大降低加工效率;三是招工难,特别是成熟激光切割操作员很难招聘,且人力成本普遍偏高;四是有些板材目前激光切割起来还是有些力不从心,比如40mm以上碳钢高质量切割,这种订单还只能用火焰切割,需要二次加工,耗时费力。
针对这一行业痛点问题,创鑫激光创新性提出了”硬件同源”新技术路线,并在上海慕尼黑光博会上进行了全面展示。其中重点展示了荣光新三合一“一键切割”的强大性能,以及详细介绍了研发鑫光船舶厚板切割专机的主要指标!
纵观此次光博会,激光设备厂商不是一窝蜂涌进高增长高附加值的激光焊接的赛道,就是追逐更高大上的自动化、智能化、系统化模式,或者急匆匆给自己贴上AI的标签,吸引资本红利!仿佛就在一瞬间就快速遗忘了还处于水深火热中的激光切割的残酷竞争!在“后万瓦”时代,创鑫积极投身前沿应用研发的同时,始终坚持“技术为本、实用为王”的思路,强势回归激光切割新技术、新产品、新工艺的深度开发。
创鑫之所以要研发推出荣光和鑫光,目的就是为了打破激光切割赛道同质化内卷!想当年创鑫激光凭借“功率代表效率、效率意味订单”的底层逻辑催生了超高功率万瓦级激光切割设备的高速发展,在全球范围内掀起“万瓦激光风暴”,客观上推动了整个行业3-5年的黄金成长期,但这一增长逻辑显然已经不适用于当下的经济环境。
创鑫始终认为激光切割领域并不是完全没有上升空间,反而激光器厂商也并没有把“光刀”做到极致,通用型激光器已经无法匹配当下更加细分的不同切割应用场景,反而导致市场趋于同质。头部激光器品牌有责任带领客户走出同质内卷,我们不仅要反对单纯通过堆功率追逐效率的行径,更要反对过去“一把大刀砍天下”的粗糙的技术工艺思路。事实上,创鑫在“后万瓦”时代早就布局研发不同应用、不同切割需求的激光平台,推动激光工具走向细分赛道的技术工艺蓝海。
对于钣金加工行业而言,单纯的追求加工效率已经无法满足现实需求,未来市场竞争的关键点必然是加工质量和综合效益。为此,创鑫激光特别推出荣光新三合一,搭载独创专利“生发膏”技术和“激光丝”技术,从而让钣金加工“切得稳”、“切的省”。
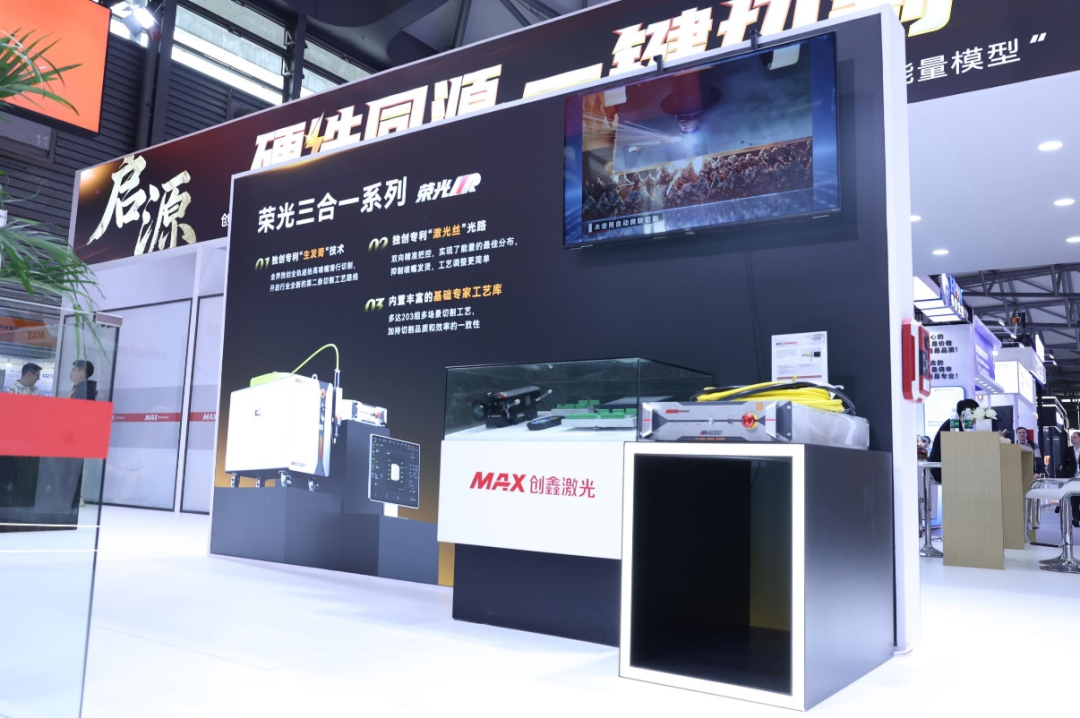
从2024年创鑫在一线运行20万台的激光器报修数据来看:喷嘴发烫、镜片污染以及回光烧坏切割头和激光器,这些故障占比超过90%!严重影响工件加工质量,甚至因此丢单。钣金加工厂商可以说“挠光了头发”也无法完全避免。创鑫激光针对“低喷嘴技术工艺”顽疾对症下药,首创荣光“生发膏”技术,在业界独创全轨迹抬高喷嘴滑行切割,从源头改变钣金加工方式,开辟出业界第二条切割工艺路线。
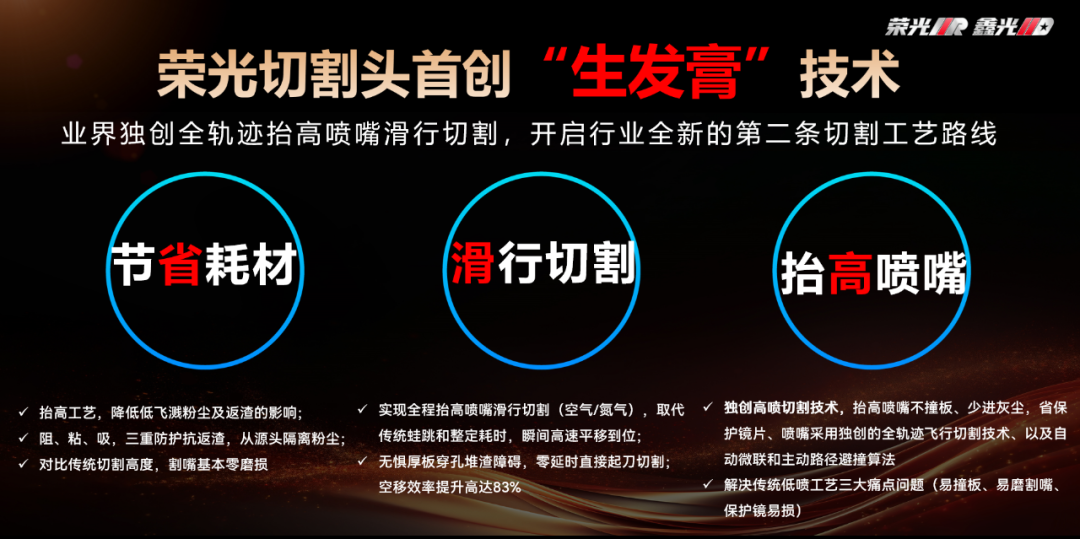
所谓的“高”,是通过总体飞溅概率模型来看,直接抬高激光喷嘴高度,以此来避开低层影响区。根据测试数据,创鑫激光荣光三合一喷嘴从原来1mm抬高至10mm,可以将飞溅故障率降低80%。后续会将喷嘴高度提升至30mm, 飞溅故障率预计最大可降低90%,从而显著改善钣金加工故障率问题。
另一方面,抬高喷嘴之后的滑行切割工艺,相对于传统蛙跳,可大大减少激光喷嘴移动路径及上下调整的频次,除了避免喷嘴碰撞之外,空移效率最高可提升83%,这种高喷嘴“滑”行切割,客观上提升加工效率。

抬高喷嘴能主动避开飞溅粉尘区,也能很好地避免粉尘进入切割头导致镜片污染,并减少回返光,镜片寿命显著增加65%,大幅降低用户耗材成本。从而根本上解决了之前低喷嘴切割中厚板过程中易撞板、易磨割嘴、易损保护镜这三大痛点问题,直接达成“省耗材”的目标。
此外,钣金加工厂商另一大头痛的问题就是设备调试,一线切割工艺人员需要频繁去调节切割头上同心同轴、调节焦点、调节焦点上下的能量分布几个参数,才能确保切割稳定一致性。
工艺难调的根本原因就是因为激光器和切割头光路结构和参数不匹配造成的!由于终端激光设备核心两大硬件激光器和切割头往往来自不同的供应商,这种输入光源后的公差的造成光束落点偏差多大。针对这一行业通病,创鑫提出“硬件同源”技术解决方案,将自研激光器、自研输切割头、自研系统三大件极致匹配,双向极致缩小同心同轴并予以锁定,从而减少终端客户设备调试的技术难度。
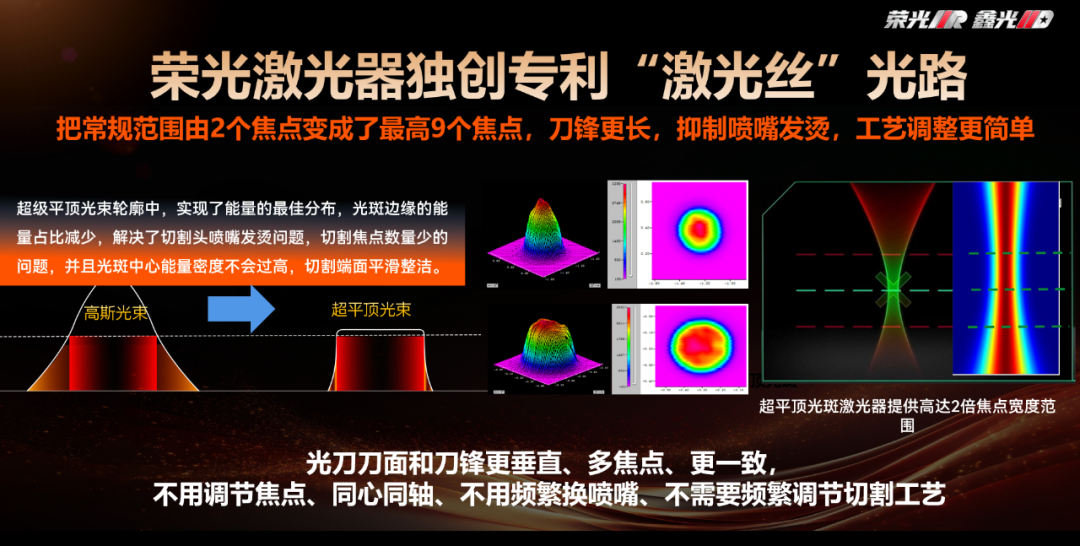
创鑫荣光系列使用独创专利“激光丝”光路技术,从传统的“高斯光束”升级为“超级平顶光束”,光斑中心能量均匀,减少了边缘能量占比,这就避免了喷嘴发烫的老毛病,使得钣金切割端面更加平滑整洁。此外,更重要的是“激光丝”光路技术使得常规范围内的2个焦点可选扩展至最高9个焦点可选,一线切割工艺人员根本不用再频繁调节参数。
同时,创鑫激光系统还内置了丰富的基础专家工艺库覆盖碳钢、不锈钢、铝板等200多条多场景切割工艺数据、直接调用预测参数。
创鑫研发荣光新三合一的目的真正是为了实现“一键切割”,为钣金加工客户极大地降低了设备调试、维护及人力成本,更大范围普及激光切割应用,达到“科技普惠大众”的企业初心。
“硬件同源、一键切割”成为本次上海慕尼黑光博会最响亮、最直白、最接地气的口号,也吸引了众多现场观众在展台上手体验,大幅度降低了激光加工应用的技术门槛,践行普及激光工具的责任担当。

除了以“一键切割”为标签的荣光系列产品,本次展会中,我们也特别展示了针对船舶行业的鑫光系列XG3200专用解决方案,也是行业第一个正式开启专机专用定制的开发模式。

鑫光XG3200专机在荣光基础上加入了数字光斑、数字控制、数据控制、光斑控制与路径协同等高端配置。鑫光XG3200基于紫笛数字光斑,进行了厚碳钢切割能量仿真,独创“多枪激光”能量模型,针对船舶行业普遍40-80mm高质量切割的需求,鑫光超越常规激光切割质量和效果,解决了厚板切割断面质量和锥度的问题,可完美替代传统火焰切割在船舶行业的应用。薄板模式输出
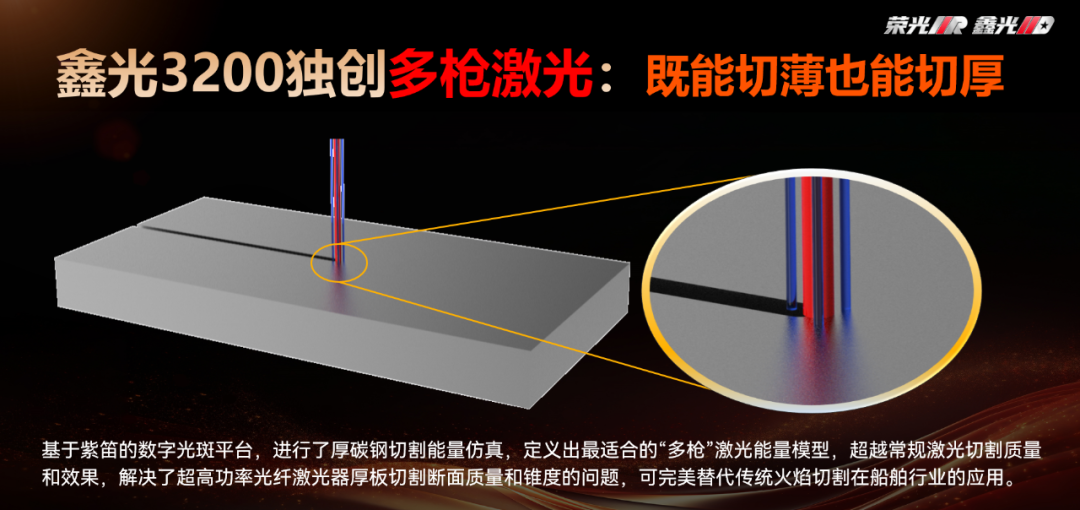
不仅如此,鑫光XG3200利用光束可控的能力,利用高能量密度光束,极小割缝,高能量使材料快速熔化,从而实现中薄板的高速高质量切割;而当开启厚板模式输出高低阶梯式能量,高能量聚焦切透板材,低能量作用于材料边缘,把边缘区域打磨平整。两种能量相辅相承,实现厚板的高质量切割。

鑫光系列目标就是协助钣金加工客户向高端市场渗透,差异化提供了定制专用方案。未来鑫光后续也将面向更多行业,打造定制化解决方案,用颠覆性工艺技术,来解决不同领域的难点和痛点问题,让切割走向差异化!

从首创“全轨迹抬高喷嘴滑行切割”到专利“激光丝”光路技术,再到“多枪激光能量模型”,创鑫激光荣光/鑫光三合一产品之所以能够带来如此颠覆性的钣金加工工艺的提升,离不开其在底层技术领域的积累和创新。
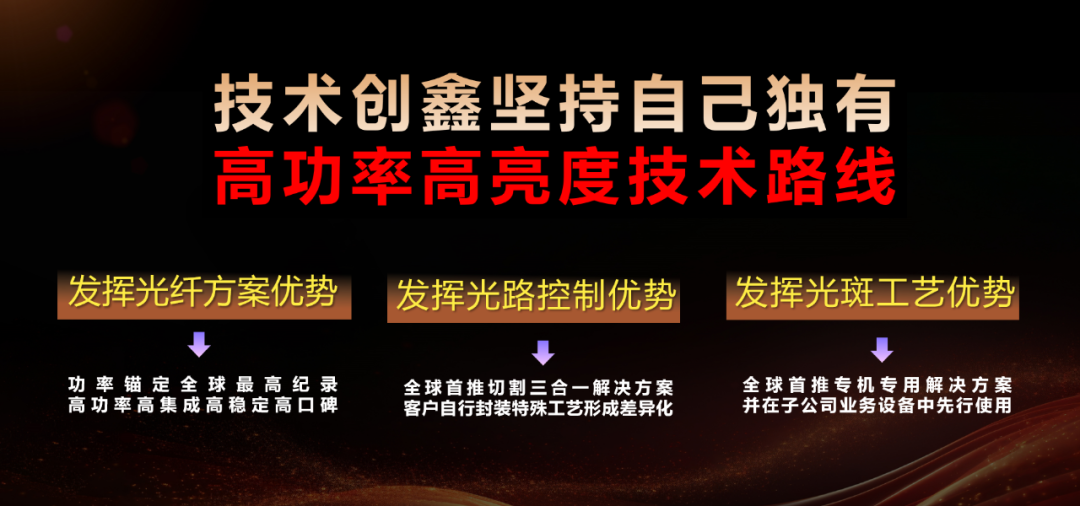
首先就是光纤方案的优势!创鑫激光独家专利的三包层光纤比普通双层光纤增加了一层石英材料的特殊反射面,可反射90%的泵浦光,最高耐受温度达1000℃。通过优化纤芯和波导设计,使得激光光场分布更加合理,能够有效抑制拉曼效应。从而使得创鑫坚持的高功率高亮度技术路线成为可能,并以万瓦级工业激光器撬动整个激光赛道3-5年的高速发展。
其次就是光路方案的优势。通过创鑫荣光系列“极致同心同轴”技术就能够看出,一家激光器厂商具备上有核心器件甚至周边配套100%自研自产能力的重要性!也正是基于此,创鑫激光在产品设计之初,就能够对整个系统全局考虑,保持不同器件之间的一致性,从而带来颠覆性的工艺升级和创新。
最后就是光斑控制的优势。创鑫激光紫笛数字光斑技术,是在标准的QBH输出条件下实现更加复杂、更加清晰的数字光斑,并且能做到真正同步、真正实时、真正任意形状,实现不同维度的光刀变化,结合创鑫自研的工艺控制系统可以灵活、独立地控制每个像素光点的发光功率、频率及占空比,为特定、复杂的应用场景和材料加工提供有力的工具。
创鑫发展21年以来,坚持独创专利三包层光纤方案,成功推进“万瓦风暴”;率先实施向上垂直整合战略,也是国产首家实现元器件100%自研自产,这样才能实现我们对激光器的基因重组,而掌握数字光斑控制能将让通用激光器走向定制化和更高精尖的方向。这三板斧是创鑫激光未来3-5年从“弯道超车”转向“技术深海”从而引领发展的坚实基础!
创鑫推出荣光/鑫光三合一,也只有在光束、光路、光斑都实现自由控制的基础上,才能走出一条“硬件同源”的技术路线,也才能把激光器、切割头和软件打通,达成三大原件相互匹配各项指标均最优化设计,最终效果为整体性能的最高限值,即指标的最小公倍数。
当然这将是一个漫长的优化过程,包含抬高喷嘴工艺在内所有新型技术工艺都还需要不断升级完善,因此创鑫激光欢迎行业其他同行和客户共同来完善,同时呼吁和支持高校、科研机构进行抬高喷嘴切割的光、气、材料作用机理的研究。

随着行业进入“微利时代”,钣金加工开始从“拼功率”到“拼工艺”转变。对于激光厂商而言,不能再一味的盲目跟风“堆功率”“卷价格”,而是要像创鑫激光一样,从底层技术创新出发,带来加工工艺的革命性升级,为客户创造价值,也为下游应用带来更多利润!