随着钣金行业制件高品质,精益化生产的日益提升,机器人自动化焊接技术在行业得到了推广和应用,本文中笔者要介绍的是LAG葛世国际的一款机器人自动焊接生产线。
该机器人自动焊接生产线(图1)主要用于电梯行业下横梁和轿底梁的自动化焊接,焊接时先将工件采用人工、悬臂吊或叉车方式上料,然后通过人工对下横梁或轿底梁进行拼装,拼装后的工件也可利用旋转变位机进行焊接位置调整,旋转至焊接工位,机器人焊接系统可自动完成工件的焊接。
机器人自动焊接生产线主要由拼装工位、拼装夹具、焊接工位(工业机器人、焊机、自动清枪剪丝器、焊接工装、工作台)、除尘系统、中央控制系统和安全防护系统组成。
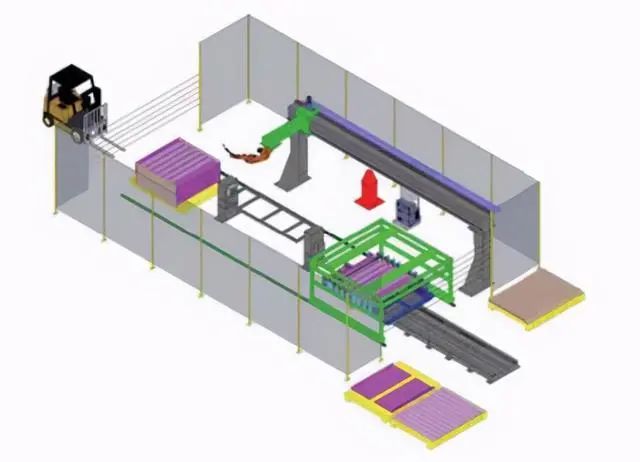
图1 机器人自动焊接生产线
机器人自动焊接生产线功能及组成部分
1)拼装夹具。使用通用夹具设计,通过人工调节夹具,适合多规格工件的焊接。工件装夹平台如图2所示。
(2)焊机。Fronius MIG TPS400i 焊机,配有焊枪清洁及焊丝剪切功能。具有模拟控制模式,数字化监控焊接过程,快速对焊接过程的任何变化做出反应,确保理想的焊接效果。可根据实际焊接工艺需求选配LSC低飞溅模式、PMC高性能脉冲焊模式,可通过U盘形式或者网络在线升级。
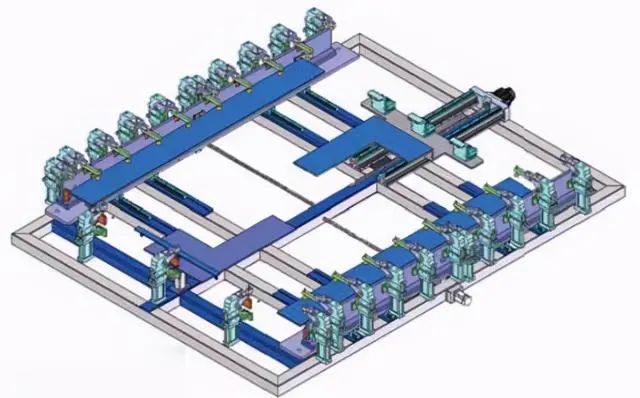
图2 工件装夹平台
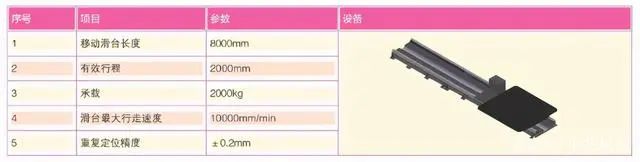
表1 移动滑台参数
序号 项目 参数 设备1移动滑台长度8000mm 2有效行程2000mm 3承载2000kg 4滑台最大行走速度10000mm/min 5重复定位精度±0.2mm
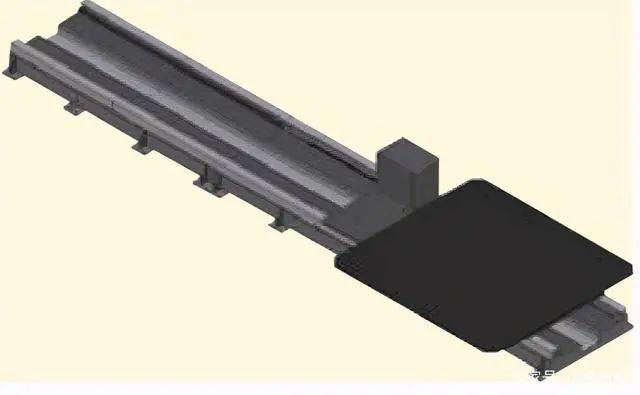
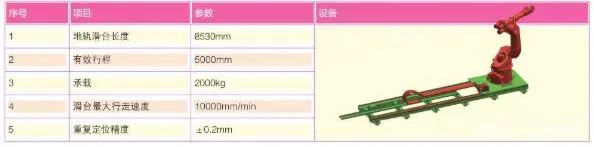
表2 搬运机械手地轨参数
序号 项目 参数 设备1地轨滑台长度8530mm 2有效行程5000mm 3承载2000kg 4滑台最大行走速度10000mm/min

5重复定位精度±0.2mm
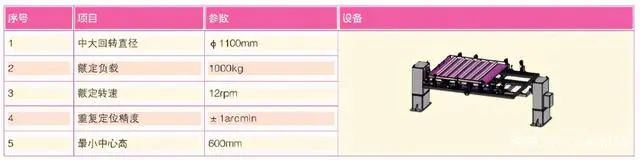
表3 焊接变位机参数
序号 项目 参数 设备1中大回转直径φ1100mm 2额定负载1000kg 3额定转速12rpm 4重复定位精度±1arcmin
5最小中心高600mm
(3)移动滑台。移动滑台参数如表1所示。
(4)焊枪。采用世界知名品牌气体保护焊枪。
[15] 韦宗友:《美国对“一带一路”倡议的认知与中美竞合》,《美国问题研究》2018年第1辑,第56页。
(5)焊接气体。由80%氩气和20%二氧化碳组成的混合气体。
房子带来了一切美好:舒适的栖身之所,亲人的团聚,家的温暖,和陈留确定了恋爱关系……自从搬进新家来,易非觉得好事接二连三,连敏之姐都说:“哇,易非!买了房就是不一样呐!连走路的步子都带了弹性呢!”这是敏之姐的比喻,但易非的确知道自己的脚步变轻快了,好像浑身有使不完的劲,尽管有那么多麻烦等着她。
(6)焊接工位。工业机器人(包括焊机和焊枪)采用世界知名品牌关节式机器人。伺服滑轨方便机器人前后移动,灵活焊接工件各部分;采用焊接工装,可实现工件的精确快速定位夹紧;自动清枪剪丝器可自动清理焊枪表面焊渣。
路面结构是公路工程项目中的重要内容之一,其质量的高低决定了整体通车的安全及稳定性。因而在高速公路路面防排水设计过程中,必须要对防排水设计内容进行深入研究,找出影响防排水效果发挥的因素并且采取有效的措施进行优化,保证高速公路路面质量满足设计要求。
(7)搬运机械手地轨。搬运机械手地轨参数如表2所示。
本文以绍兴一些著名旅游景点为例,探讨了功能翻译理论对景观名称和景观介绍翻译的指导作用。正如Venuti所主张的,“翻译是在不同语言、不同文化中寻找共同的过程。”这一过程要求译者不拘泥于任何一种方式,而要采取各种策略,其最终目的是要使交际目的得以实现。
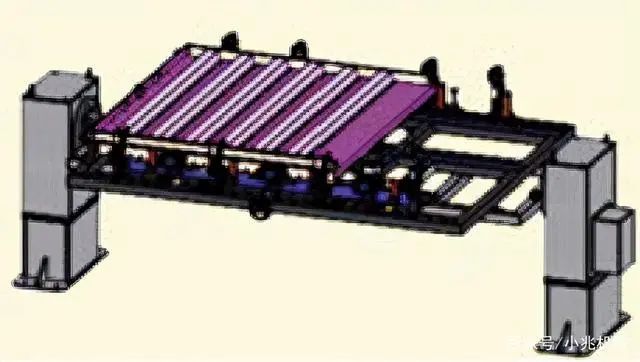
(8)焊接变位机。焊接变位机上全焊夹具经过组装点焊的工件再装入全焊夹具在变位机上对各处焊点进行焊接。焊接变位机参数如表3所示。
(9)控制系统。机器人焊接线分为中央控制和在线控制二级控制:中央控制控制整个生产线;在线控制分别控制各机器人和焊机。
(10)除尘系统。采用高负压真空除尘装置捕捉焊接过程中产生的亚微米级焊接烟尘颗粒,达到室内排放标准。
(11)安全防护系统。整个生产线设有安全防护系统,在生产过程中不允许人员进入。防护栏按照欧洲标准设计,造型美观,安全可靠。安全检修门配置电控安全锁,在门打开状态下,机器自动停止运行,并声光报警。
(12)安全。设备设计符合规范,提供和安装有安全操作所必需的安全设施。
十三香处理:清水中加入适量十三香粉煮开,晾凉后用该水浸泡黄豆适量,然后用十三香水煮豆子,接菌后发酵并后熟。
机器人焊接生产线应用案例
下面以电梯轿底梁组件为例介绍机器人焊接生产线典型应用案例:
葛局长这根线,成了许沁的救命稻草。王立给许沁授计,许沁依计行事,先请葛局长吃饭,再送钻戒。三四万许沁也心疼,但相比二十来万是小巫见大巫。许沁送了钻戒,税务果然不找许沁麻烦了。
(1)工件材料及厚度。
材料Q235-A、ST12冷轧板厚度2mm、2.5mm、3mm;工件最大外形尺寸:EMA2为2050mm×2225mm(AA×BB=2000mm×2100mm)、EMA3为2050mm×2185mm(AA×BB=2000mm×2100mm);工件最小外形尺寸:EMA2为1050mm×1125mm(AA×BB=1000mm×1000mm)、EMA3为1050mm×1085mm(AA×BB=1000mm×1000mm),工件示意图如图3所示。
(2)追求爱情,寻找人生伴侣。根据马斯洛的需要层次说,90后的藏族大学生正处于青春发育的晚期,由于生理、心理的发育使他们产生了追求爱情的需要,以此为恋爱动机的受访学生仅占1例。
(2)工件分析。
1)组成工件的零件材质为Q235与ST12冷轧板,具有良好的焊接性能。
石头是人类原始劳动的第一代生产工具,也是人类之初,在与自然界生存竞争中的核心竞争力所在,“石”来运转,是人类生存与发展的最初体验!
2)工件规格品种多,需解决夹具通用性问题,以便适应大批量自动化生产。
3)工件下料精度需满足自动化焊接需求。
4)工件焊缝周围10mm内不得有影响焊接质量的油锈、水分、氧化皮等。
5)工件上不得有影响定位的流挂和毛刺等缺陷因素。
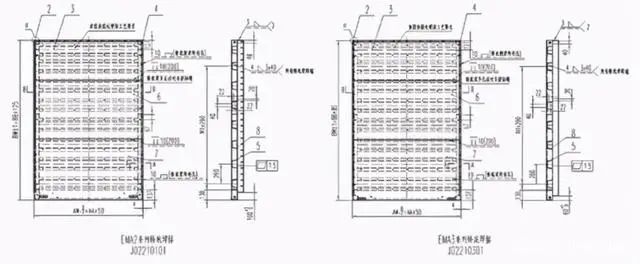
图3 电梯轿底梁组件
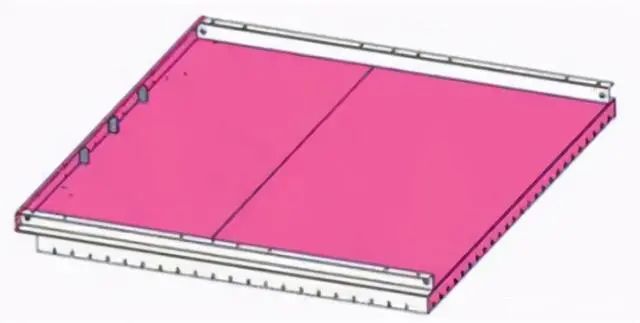
图4 人工拼装工位安放
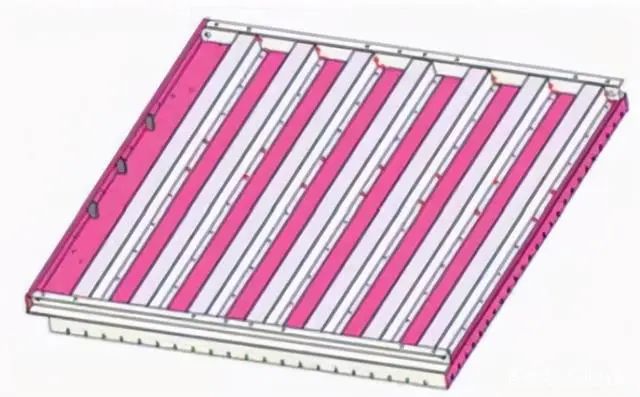
图5 点焊工位
6)工件下料精度误差不大于±1.0mm。
7)工件位置精度误差不大于±1.0mm。
8)为保证焊接定位需求,应在工件上加工焊接专用定位工艺孔。
本文所用数据为2017年3月由陆地资源卫星Landsat8拍摄的分辨率为30 m的遥感影像,其中Band8为全色波段,分辨率为15 m,可用于与多光谱影像进行融合。数据来自地理空间数据(http://www.gscloud.cn/)发布的免费数据,研究区域上空平均云量为0.22,影像已做过地形参与的几何校正,一般情况下可以直接使用而不需要做几何校正。
(3)工艺流程。
工件生产工艺流程为:上料→人工拼装→滑台移至点焊工位→搬运机械手将点焊件搬至变位机焊接工位→焊接机械手焊接→搬运机械手将焊完的工件搬至堆垛工位。
1)在人工拼装工位(图4)人工进行上料,再将侧梁(事先人工点焊好的)以及底梁装在底板上,气动夹紧。
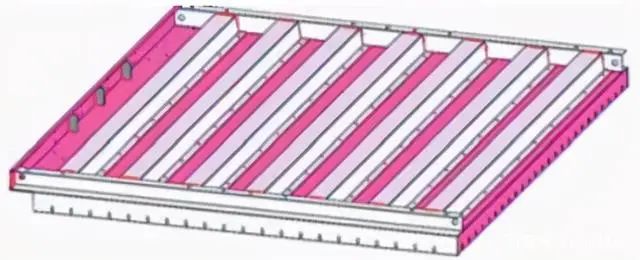
图6 机械手焊接工位
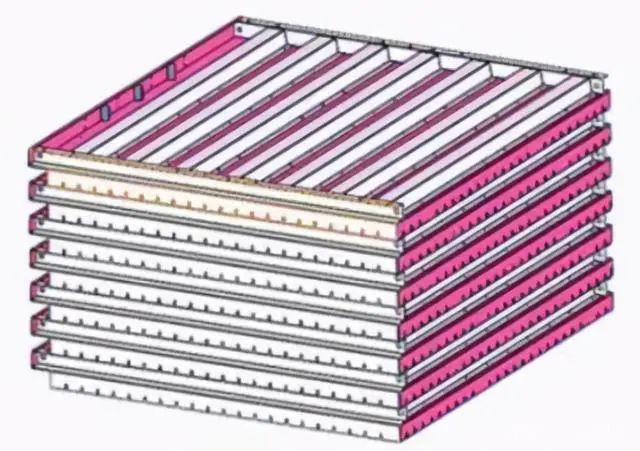
图7 堆垛工位
2)装夹好工件移动到机械手点焊工位(图5),焊接机器人移动到此工位,进行点焊。
3)点焊完成,气动夹具自动打开。
4)点焊好的工件,由地轨式机械手搬运至机械手焊接工位(图6)的旋转变位机上进行自动夹紧。
5)焊接机器人移动至机械手焊接工位,按照图纸要求进行全焊。根据焊缝位置不同,旋转变位机进行配合旋转。
6)焊完后的工件,由搬运机械手搬运至堆垛工位(图7)。
2)装夹好工件移动到机械手点焊工位(图5),焊接机器人移动到此工位,进行点焊。
3)点焊完成,气动夹具自动打开。
4)点焊好的工件,由地轨式机械手搬运至机械手焊接工位(图6)的旋转变位机上进行自动夹紧。
5)焊接机器人移动至机械手焊接工位,按照图纸要求进行全焊。根据焊缝位置不同,旋转变位机进行配合旋转。
6)焊完后的工件,由搬运机械手搬运至堆垛工位(图7)。
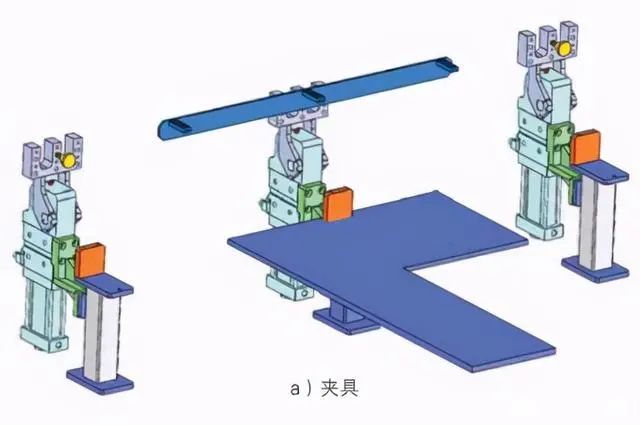
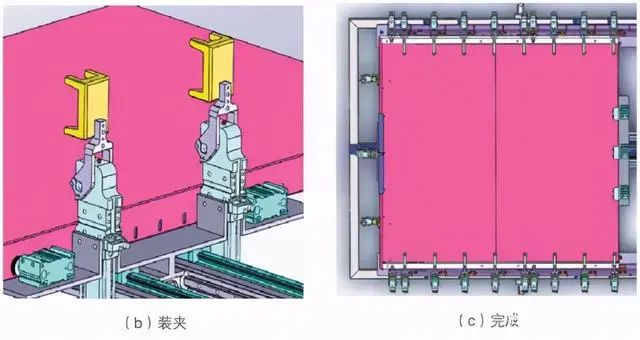
图8 焊接夹具定位工作过程
7)设备生产情况可通过工作站的显示器直接看到生产数量等统计数据。数据端口开放,满足与需方MES系统对接,需方后期需要的数据输入、输出由供方配合完成。
当时正值互联网文学热潮,安妮宝贝的书,村上春树的小说,一股文艺气息和小资情调在中国人生活中开始传播和延展开来。爱喝酒的他,敏感地察觉到:“葡萄酒在国内会有很好的发展。”他觉得当经济达到一个水平的时候,人们会想要一些不一样的东西,物质上的东西,生活、文化上的东西。“看个欧洲电影啊,喝个咖啡啊,这种的对吧!我觉得小资的群体越来越大,觉得葡萄酒肯定会顺着这个而去,更加流行,更加有市场。”就这样,他选择了葡萄酒,这一选,就走到了今天。
(4)焊接工艺方案。
1)除去焊缝周边油、锈及毛刺(毛刺≤0.8mm),确保零件精度符合自动化焊接要求。
2)人工通过夹具对工件进行定位组装,组装完毕由滑台送入焊接区机器人点焊;焊接夹具定位工作过程如图8所示;
状子是这样的:“氏年十九,夫死无子,翁壮而鳏,叔大未娶。”意思是这个媳妇年方十九岁,丈夫死了,没有给她留下儿子;公公正值壮年且鳏居,小叔子长大了也未娶亲。
3)工件点焊完毕由搬运机械手抓取工件至变位机定位夹紧,滑台返回组装下一工件;
关于“您是否认为您的多媒体技能应该继续学习与提高”的调查,说明还是有66名老师(27.27%)有想继续学习提升的想法,平常关于这方面的培训还是很少。值得一提的是有近40%的老师,认为自己能够胜任多媒体教学,没必要培训或无所谓。这说明有部分老师不是对于自己过分自信,就是存在职业倦怠认为培训只是走走形式,对于自己的实际帮助不大。
4)机器人自动对变位机上的工件进行全焊,焊接时变位机进行翻转变位,使工件焊缝处于最佳焊接位置,全焊完毕由搬运机械手抓取工件至下料堆垛平台;
(5)设备布置图及机器人焊接工作站配置。
设备三维布置图、二维布置图如图9所示。机器人焊接工作站配置如表4所示。
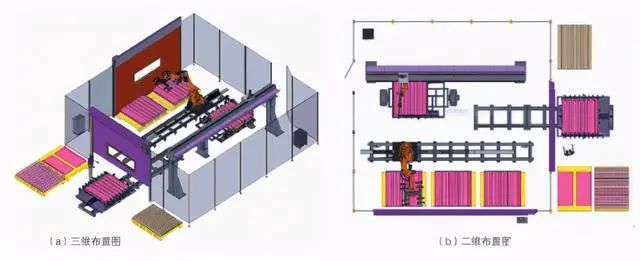
图9 布置图
表4 机器人焊接工作站配置

序号 名称 型号及配置厂家 数量一、弧焊机器人型号:kuka cybertec KR16R 1810 1机器人KUKA 1套配置:标准配置机器人,控制箱,示教器;有效负载16kg,工作半径1810mm,弧焊软件包型号:Fronius Tps400i 2焊接电源FRONIUS TPS400i 1套配置:焊接电源,四轮送丝机,数字网卡,焊接电缆等3机器人焊枪型号:MIG TPS 400I FRONIUS 1套4防碰撞传感器型号:CAT3 Binzel 1套5机器人与焊机通信接口Devicenet通信板FRONIUS 2套二、周边设备型号:1空中轨道配置: GODEL/REXROTH LAG意大利1套型号:LAG意大利1套2焊接变位机配置: GODEL德国1套型号:意大利原装定制移动滑台3自制1套配置:与机械手7轴形成联动完成8轴联动4码垛机器人型号:KUKA KR220 R2700 KUKA 1套5码垛机器人滑台型号:GODEL/REXROTH 德国1套6点焊夹具非标自制1套7焊接夹具非标自制1套8下料平台非标自制2套三、系统控制设备1集成控制系统配置:PLC、触摸屏、控制柜、启动盒、配线盒、三色报警灯等自制1套2 1套四、安全、辅助装置生产数据看板显示器、软件自制1安全围栏美观、大方自制1套2自动清枪站型号:意大利定制自制1套3附件送丝盘架、电缆挂架等自制1套
结束语
该焊接自动化生产线是基于电梯行业钣金用户需求的一种定制化产品,解决了用户焊接质量和焊接工艺的难题,提高了焊接效率和焊接质量,对后续的装配质量有着很好的保障。该焊接自动化生产线有着较好的示范性和借鉴性,可以进行推广使用,有着很好的市场。