从本期开始,
小编将为大家推送三期
介绍折弯技术的文章,
今天是第一期,
让我们从最基础开始
先复习下折弯技术基础部分。
一、折弯种类有哪些?怎样选择折弯类型?
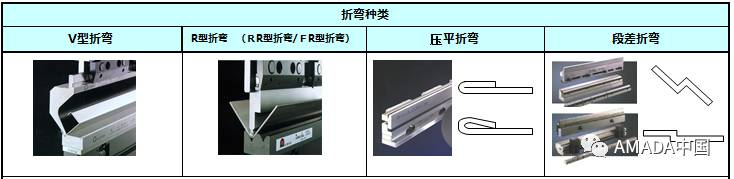
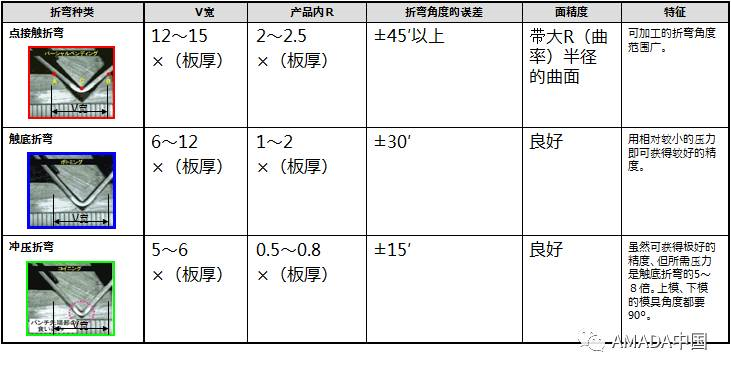
其中V折弯又包含以下三种:点接触折弯、触底折弯和冲压折弯。
由于V型折弯在实际加工中运用的比较广泛,那么今天我们主要讲一讲V型折弯中我们必须了解的事。
二、怎样选择下模V宽?
| 板厚(t) mm | 0.5~2.6 | 3.0~8.0 | 9.0~10 | 12以上 |
| V宽(V) mm | 6×t | 8×t | 10×t | 12×t |
三、怎样计算折弯所需压力?
拿到加工图纸后,要根据图纸上的信息计算折弯所需的压力。每次都要逐一计算,非常浪费时间。
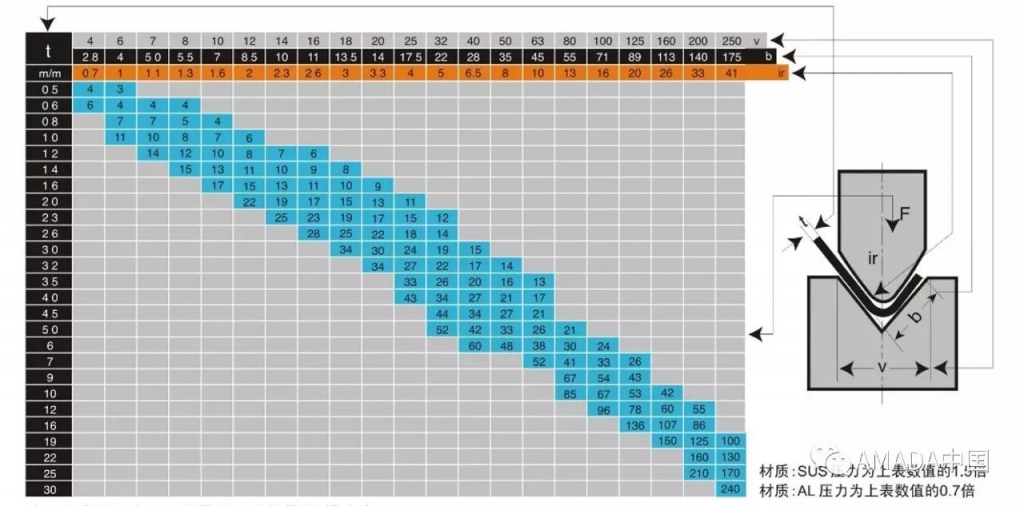
AMADA根据几十年全世界的几万家客户收集的加工数据总结了出下述的折弯压力表。只需要对照下表,根据图纸上的材料板厚和V宽就可以找出对应的折弯压力,一目了然,非常方便。
在压力表中选定材料的「板厚」(t)与折弯的「内侧半径」(ir)后,就可查询到以下信息:
1)折弯1m此种材料时所需的压力(ton/m)
2)折弯时使用模具的V宽(mm)
3)可折弯的最小折弯边长度(mm)
四、怎样选择下模?
选择下模的3原则:
① 冲压折弯时→需要下模V槽角度为90°的下模。
② 点触式折弯、触底折弯时→选择下模的V槽角度为≤88°的下模。
③ 为了减轻工件伤痕→要选下模肩R、V宽较大的下模。
五、怎样选择上模?
① 冲压折弯时→ 适宜选择上模尖端角度为90°、尖端R为0.2-0.6mm的上模。
② 点触式折弯、触底折弯时→ 适宜选择尖端角度为≤88°的上模。同时,下模的V槽角度要大于等于上模角度。
六、怎样决定折弯顺序?
选定折弯顺序时,可将复杂形状分割成简单的形状,这样就会比较容易选定。
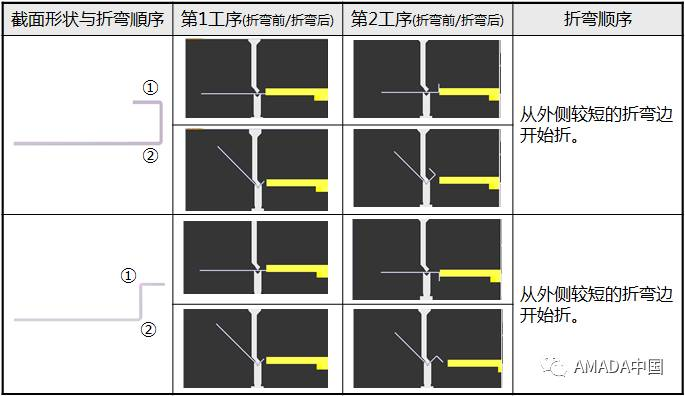
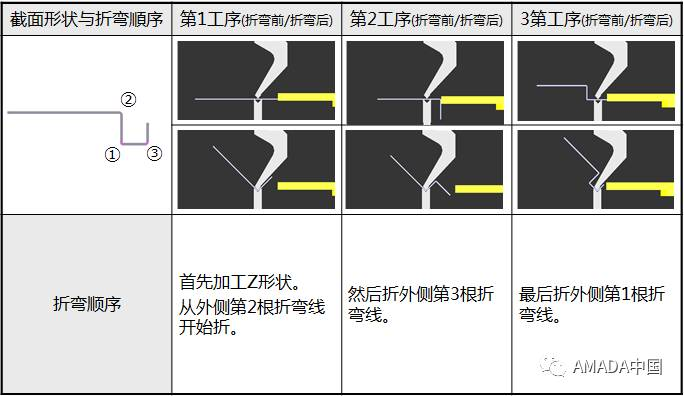
决定折弯顺序的5大基本原则
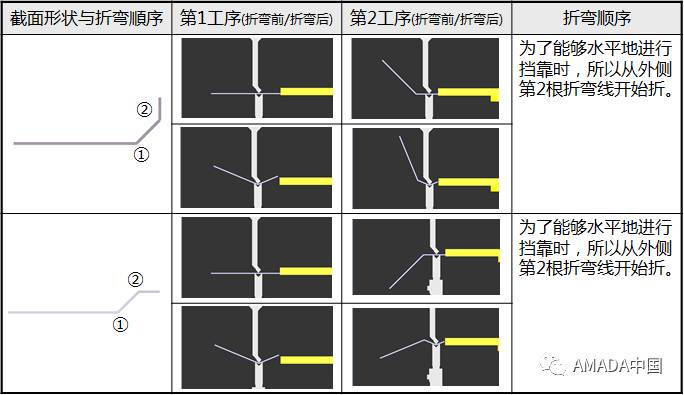
① 从工件外侧的折弯线开始折弯。
② 按由短到长的顺序折弯。
③从中间立起部(中间折弯)开始折弯。
④能用相同配刀(模具种类)的一起折。
⑤有高折弯边的折弯放到最后折。
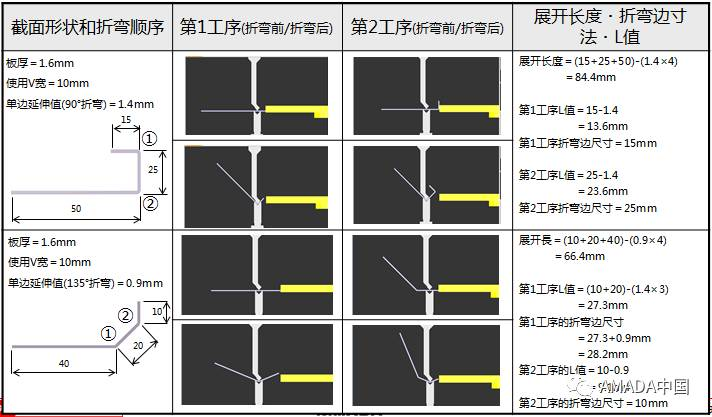
七、怎样计算延伸率?
使用折弯控制系统NC的编程模式中的直接输入或角度输入时,需要根据折弯顺序进行展开计算、并在NC中输入L值,折弯边尺寸等数据。
八、怎样判断能否进行加工?
折弯类型不同,判断能否进行折弯的标准也不同。今天我们主要以V型折弯为例,判断能否进行折弯。
影响因素1:V宽1机器能力能否满足所用V宽对应的压力?
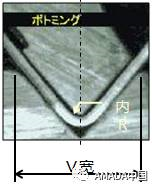
V宽:连接下模斜面上端两点的距离。
V宽=6~8t(触底折弯)
内R≤1/6V (内R≤1t~2t)
SPC材质每米所需的折弯压力用P来表示:
P=68×t×t÷V
因此,我们需要注意以下2点。
1、所用折弯机的加工能力必须大于等于所选V宽对应的压力。
2、折弯长度过长,可能超过折弯机的加工能力范围。
影响因素2:最小折弯边2折弯边高度是否比V宽最小折弯边高?
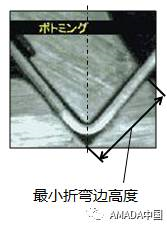
最小折弯边:一般指,相对于90°折弯时所用的V宽,可进行折弯的最小折弯边的高度。
最小折弯边高度b来表示:
b=V/1.4
因此,我们需要注意以下2点。
1、折弯边高度必须大于V宽对应的最小折弯边高度
2、如果折弯边高度小于V宽对应的最小折弯边高度,就需要选择更小的V宽进行加工,因此可能产生所需压力变大,换模次数变多等情况
大家看到这里,会不会觉得折弯加工非常麻烦?那么如何更简单更快更准确无误地编辑折弯数据,更快速地生产出更高品质的产品呢?下期,我们将继续为大家讲解,千万不要错过哦!